Гравировка стекла на лазерном станке — какие нюансы?
Разбираемся, какие виды стекла лучше подходят для лазерной гравировки, как выбрать станок и на что обратить внимание при работе с предметами различных форм: плоскими зеркалами, цилиндрическими кружками или бутылками.
Способы гравировки на стекле
Традиционно со стеклом работали вручную или с помощью алмазной фрезы, установленной в механическом станке. Но для быстрого производства и массовых заказов лучше подходит бесконтактная лазерная гравировка. Расскажем о каждом способе.
Ручная гравировка — механический способ нанести изображение на поверхность.
Гравировку выполняет мастер-гравировщик. Он использует специальные инструменты: бормашину, гравировальную установку, пневматический пистолет, резец. Это кропотливая работа. Чтобы получился приемлемый результат, мастер тратит много времени и усилий. На выходе получаются уникальные изделия, но способ не подходит для серийного производства: слишком долго и дорого.

Алмазная гравировка — механический способ нанесения изображения. Выполняется на фрезерном станке инструментом с алмазным наконечником. Фрезы могут быть различной формы. Изображение наносится на поверхность стекла в виде борозд V- или U-образного сечения. После этого шлифуются их грани, чтобы сгладить острые углы.
Способ подходит для серийного производства, но по сравнению с лазерной гравировкой алмазная медленнее и ограничена более простыми формами. А еще из-за физического контакта инструмента с обрабатываемой поверхностью легче повредить изделие.
Лазерная гравировка — бесконтактный способ нанесения изображений любой сложности: текста, узоров или фото. Лазер выжигает, а при обработке стекла или акрила испаряет тонкие линии и воспроизводит детализированный рисунок.

Преимущества лазерной гравировки на изделиях из стекла:
- Высокая детализация. Лазерный луч фокусируется в маленькую точку, а отрегулировав параметры обработки в управляющей программе станка, можно настроить глубину гравировки и прорабатывать как поверхностные, так и более глубокие детали.
- Универсальность. Способ подходит для обработки разных материалов, а не только стекла. Изделия могут быть разных форм — плоскими или цилиндрическими, а также разной фактуры — гладкими или рельефными.
- Экологичность. При работе с лазерным гравером не образуются пыль и вредные испарения.
- Высокая производительность. Лазерные станки позволяют работать быстро и за короткое время способны справляться с большими объемами работы.
- Невысокая себестоимость изделия при серийном производстве и стойкий результат — изображение наносится не поверх материала, как краска, а с помощью лазерного луча.
Какое стекло можно обрабатывать лазером?
Для создания точного и стойкого изображения подойдут стекла с высокой прозрачностью, однородной структурой, низкой долей примесей и хорошей термостойкостью. Например, оконные, оптические и витражные без заметных вкраплений, посуда и бутылки. Чувствительные к тепловому воздействию материалы растрескиваются или меняют цвет, а металлическая сетка или защитная пленка мешают равномерной гравировке.
Виды стекла, которые подходят для лазерной гравировки:
- Тарное — стекло, из которого делают тару для хранения и транспортировки промышленных товаров и пищевых продуктов.
- Литое — изготавливают отливкой в форму. Это могут быть оконные или дверные стекла, а также небольшие изделия.
- Прессованное — получается прессованием расплавленной стеклянной массы в форму. В основном это посуда с толстыми стенками и с характерными швами.
- Полированное — такое стекло обладает гладкой и блестящей поверхностью за счет полировки. Из него делают двери и оконные вставки, а также художественные изделия и некоторое производственное оборудование.
- Листовое — широко применяем в строительстве и архитектуре, а также при производстве мебели, автомобильных стекол, бытовой техники и солнечных панелей.
- Хрустальное — стекло, в котором содержится много оксида свинца. Используется для изготовления посуды, декоративных изделий и светильников.
- Зеркальное — стекло с отражающим эффектом, например, зеркала или витрины.
Лучше всего поддается обработке тонкое литое стекло с низким содержанием свинца — удается получить однородную структуру и избежать появления трещин и сколов.
При гравировке стекла или хрусталя ручного выдувания нужно соблюдать осторожность: материалы чувствительны к тепловому воздействию, и лазерная обработка может привести к образованию трещин.
Как выбрать лазерный станок для гравировки стекла?
Для лазерной гравировки на стекле часто используют диодные и CO2-лазеры. Выбор зависит от объема производства, желаемой детализации и скорости гравировки.
Станки обоих видов работают по одному принципу: создают и фокусируют лазерный луч в одной точке. В местах контакта луч нагревает материал, что позволяет производить резку или гравировку.
Обычно гравировки на стеклянной поверхности используют CO2-лазеры с излучателями небольшой мощности — от 40 до 120 Вт. У них меньше диаметр лазерного пучка, а значит, меньший размер пятна в фокусной точке по сравнению с более мощными CO2-трубками.

Альтернатива — диодные станки. Они компактны и просты в эксплуатации. В модуле такого станка установлены один или несколько диодов мощностью по 5,5 Вт, которые образуют единый лазерный луч — узкий и мощный. Меньший размер пятна лазера в фокусной точке в сравнении с CO2-излучателями позволяет добиться еще более высокой детализации.
Критерии выбора лазерного CO2 станка
У CO2-лазера высокая скорость работы: он подойдет для массового производства — например, серийной персонализации стеклянной посуды, флаконов, ваз, подсвечников, статуэток, наград и подарков. А еще для создания декоративных панелей с гравировкой, рисунков на окнах, дверях и зеркалах.
Благодаря высокой мощности такие станки будут применимы для резки толстых материалов и нанесения глубокой гравировки. У них есть возможность замены двигателей, драйверов, направляющих и других комплектующих, что делает их более универсальными.
При выборе станка с CO2-излучателем обращайте внимание на:
- Мощность лазерной трубки и ее оптические характеристики. Для работы со стеклом достаточно излучателей мощностью от 40 до 120 Вт. Чем выше мощность, тем быстрее гравировка, но лазерный луч становится толще, и точность изображения снижается. На хрупком стекле могут появиться трещины из-за высокой интенсивности воздействия. На номинальной силе тока лазерная трубка CO2 должна генерировать луч, пятно от которого имеет правильную круглую форму с полноценным распределением мощности внутри. Такая мода луча называется TEM00. Если пятно луча отклоняется от этого значения, то лазерная трубка бракованная.
- Точность позиционирования. Различается у разных станков и зависит от механики: какие установлены драйверы, двигатели, направляющие, редукторы и другие детали. У большинства доступных устройств допустимое отклонение варьируется в интервале от 0,01 до 0,05 мм. Чем выше точность позиционирования и ниже отклонение, тем лучше гравировка будет соответствовать исходному макету. Высокая точность достигается на станках по типу TAURUS, где по обеим осям X и Y установлены сервошаговые двигатели с обратной связью, ременные редукторы, прецизионные высокоскоростные модули перемещения.
- Размер рабочей области должен соответствовать максимальным габаритам изделий. В компактных настольных станках с рабочим полем размером до 400 × 600 мм можно гравировать кружки, сувениры или бутылки. А для работы со стеклом и зеркалами крупных размеров подойдут лазерные CO2 станки с рабочим полем от 1000 × 700 мм и больше.
- Стоимость обслуживания. Учитывайте не только цену станка, но и регулярную покупку комплектующих. Основной расходник — линзы и зеркала, второй по частоте замены — лазерные трубки. Заявленный ресурс излучателей при активном использовании: от 8000 часов для бюджетных серий (это 2,5 года ежедневной работы по 8 часов) до 17 000 часов (5,8 года ежедневной работы по 8 часов), как, например, у лазерных трубок COLT
- Система охлаждения излучателя. Нужна для поддержания рабочей температуры. Обычно используются системы водяного охлаждения. Для лазерных трубок мощностью до 60 Вт подойдет помпа или чиллер с воздушным типом охлаждения, а для более мощных станков нужен чиллер с фреоновым охлаждением жидкости.
- Дополнительные опции. Например, наличие подъемного стола или возможность подключить поворотное устройство для лазерной гравировки цилиндрических изделий.
Критерии выбора диодного лазерного станка

Диодный лазерный станок подойдет тем, кто занимается гравировкой в мелкосерийном производстве или в качестве хобби. Он прост в обслуживании и не требует регулярной замены дорогостоящих комплектующих. На нем можно гравировать небольшие изображения с качественной проработкой деталей и невысокой скоростью: например, на бокалах или сувенирах. Рабочее поле диодного лазера, как правило, меньше, чем у CO2-станков, точность фокусировки луча выше, и он хорошо работает с хрупкими стеклами, с меньшим риском растрескивания.
Чтобы сделать гравировку стекла на диодном станке нужно предварительно подготовить поверхность: нанести на обрабатываемую область легко смываемую краску, например гуашь.
При выборе диодного лазерного станка смотрите на:
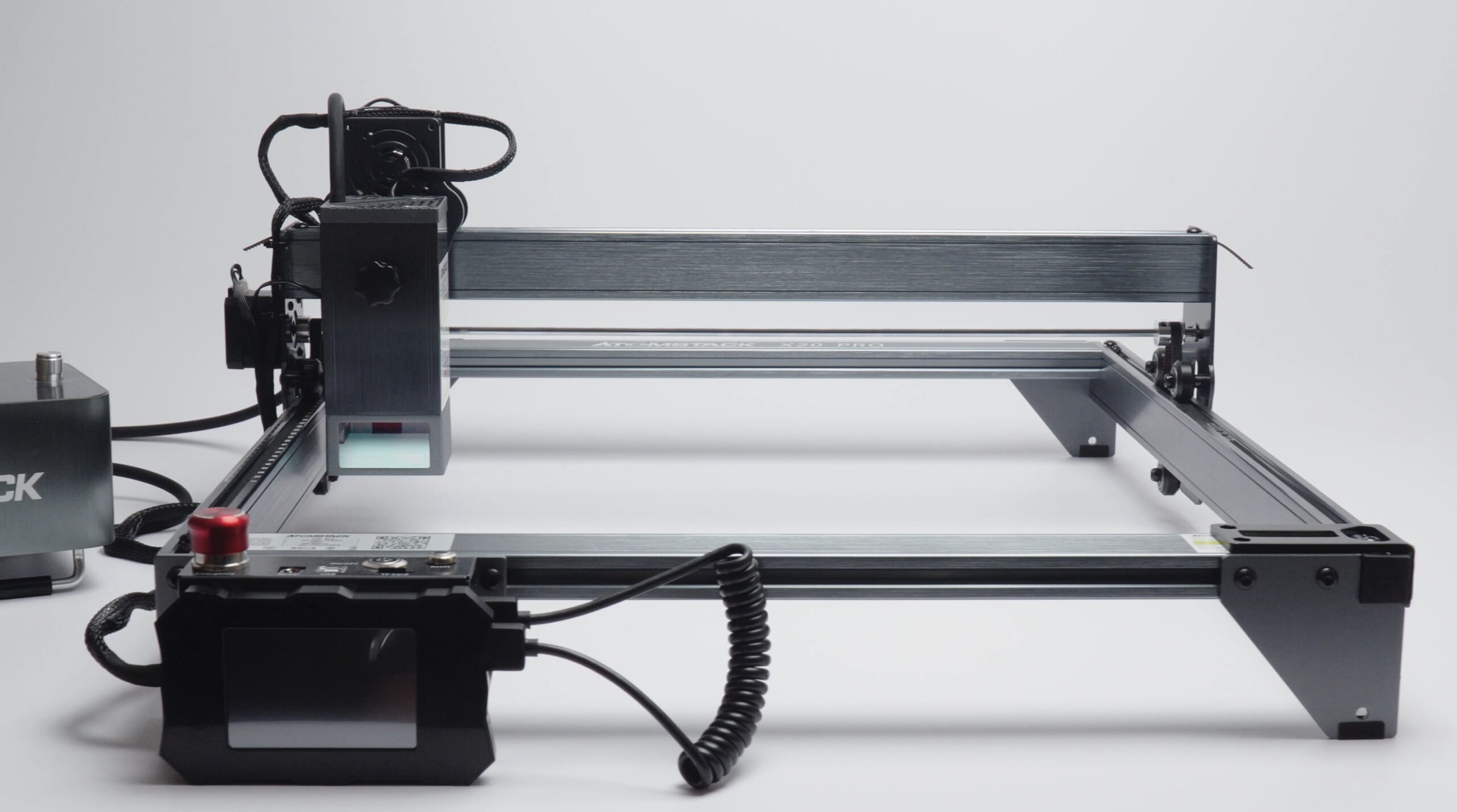
- Качество диодного модуля и его ресурс. Выбирайте станки проверенных брендов, например Ortur, Atomstack или Algolaser. При покупке обратите внимание на заявленный срок службы работы диодного модуля.
- Мощность диодного модуля. Чем она выше, тем больше скорость лазерной обработки. Главное, не путать ее с общей мощностью станка.
- Размер пятна лазера в фокусной точке. Для высокоточной гравировки выбирайте модели диодных станков с меньшим размером пятна.
- Компрессор с регулировкой обдува. Нужен для удаления продуктов горения и предотвращения перегрева, особенно при работе с чувствительными материалами.
- Размер рабочего поля. Должен соответствовать габаритам обрабатываемых изделий. Посмотрите, есть ли у производителя станка комплекты для расширения рабочей области.
- Стоимость обслуживания или замены. Зачастую единственный расходный материал диодного станка — диодные модули. Их не всегда можно заменить, а стоимость часто совпадает со стоимостью целого станка: это стоит учитывать.
- Дополнительные опции. Для гравировки на цилиндрических изделиях проверьте, что станок поддерживает подключение поворотного устройства.
Как подготовить изображение к гравировке?
Гравировку можно наносить на основе векторного или растрового изображения. Вектор используется для детализированных узоров и логотипов, а растр — для фотогравировки.
Требования к векторному изображению:
- Должно состоять из замкнутых контуров. Это гарантирует правильную обработку управляющей программой.
Дополнительная подготовка не нужна. Просто загрузите макет в формате CDR, DXF или AI в управляющую программу и настройте параметры гравировки: скорость, мощность, интервал линий.

Требования к растровому изображению:
- Черно-белое, глубина цвета — 1 бит.
- Формат BMP или PNG с преобразованием в управляющей программе.
- Разрешение не более 500 DPI — точность, которую может обеспечить большинство CO2- и диодных лазеров.
Выберите изображение с четкими контурами и в высоком качестве. Избегайте слишком светлых или темных снимков. Переведите изображение в формат «оттенки серого». Отредактируйте размер в мм и настройте разрешение 300–500 DPI. Увеличьте контрастность для разделения темных и светлых участков. Настройте яркость и резкость, чтобы подсветить детали.
Отредактированное изображение в оттенках серого нужно преобразовать в массив черно-белых точек с глубиной цвета 1 бит. Используйте для преобразования подходящий алгоритм псевдотонирования, например Джарвиса или Флойда-Стейнберга.
Сохраните снимок в формате BMP и загрузите в управляющую программу. Настройте режим гравировки: установите значение DPI, равное DPI изображения, при этом параметр «Интервал линий» изменится сам.
Для подготовки изображений к лазерной гравировке подойдут обычные редакторы:
- CorelDRAW и Adobe Illustrator — при работе с вектором.
- Adobe Photoshop — при работе с растром.
Или специализированное ПО, например, LightBurn, LaserGRBL.
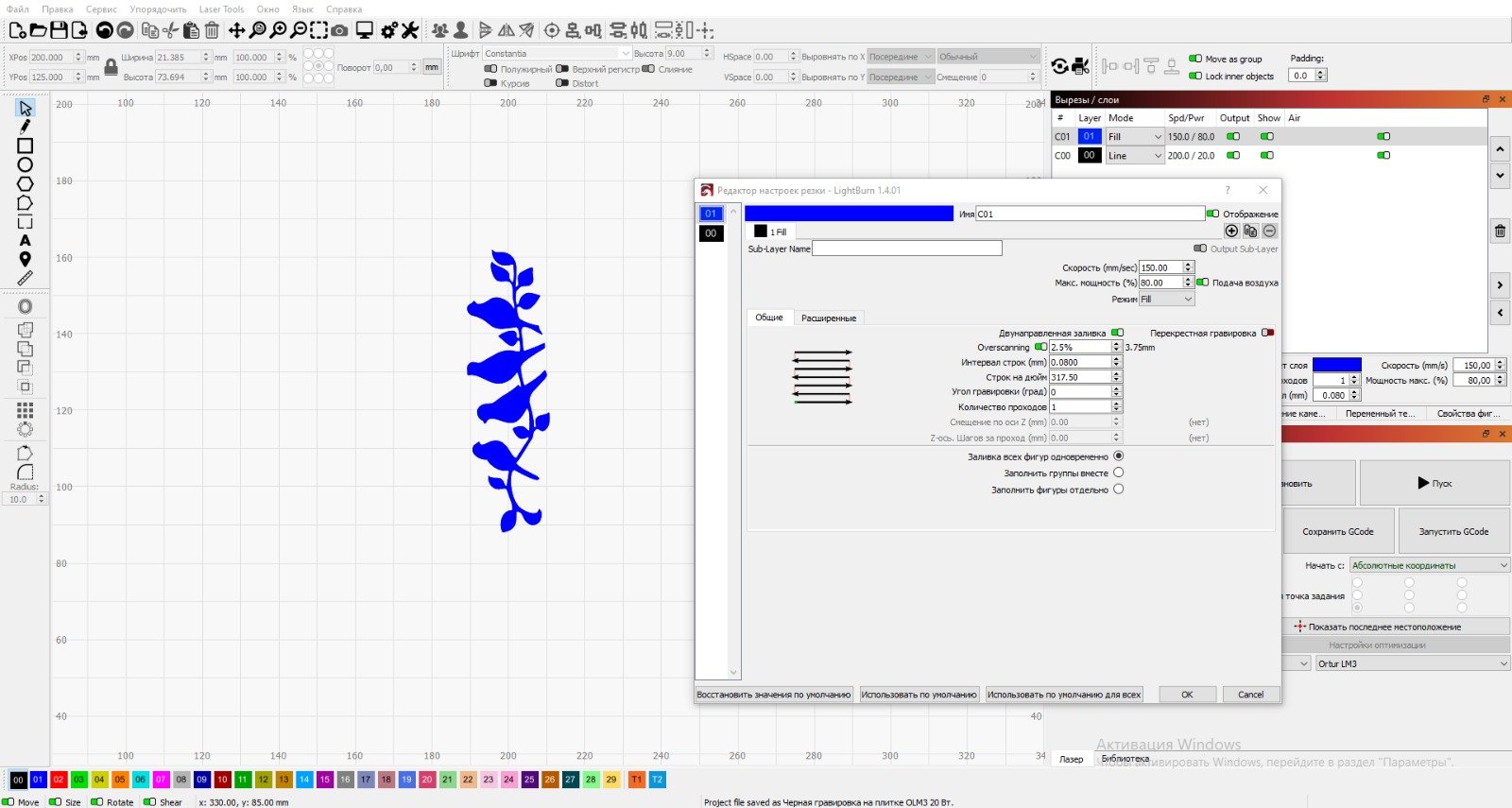
Многие управляющие программы для лазерных станков позволяют готовить растровые изображения к гравировке — в этом случае можно загружать их в популярных форматах, например JPG или PNG, а преобразование одним из алгоритмов настроить внутри самой программы. Допустим, управляющая программа LightBurn позволяет загружать растровые изображения с различной глубиной цвета и выполнять преобразование полутонов. Это делает процесс настройки более гибким, дает возможность экспериментировать и добиваться наилучших результатов.
Как сделать гравировку на разных стеклянных изделиях?
Глобально технология нанесения гравировки на разные изделия очень похожа, но есть некоторые нюансы: например, для работы с цилиндрическими предметами нужно поворотное устройство. Также существует разница в алгоритме для диодных и CO2-станков.
Общий алгоритм гравировки
Шаг 1. Подготовьте оборудование. Диодный лазерный станок не требует специальной подготовки — понадобится только поворотная ось и комплект удлиненных ножек, если планируете наносить изображение на цилиндрический предмет.

Для подготовки CO2-станка проведите юстировку — весь процесс подробно описали в этой статье.
Если конструкция лазерной головки позволяет установить короткофокусную линзу, сделайте это для более точной гравировки. Для работы с цилиндрическим изделием установите подъемный стол на нужную высоту, подключите и запустите поворотное устройство, а затем убедитесь, что оно корректно работает.
Шаг 2. Подготовьте стеклянное изделие. Очистите поверхность стекла от пыли и загрязнений безворсовой неабразивной тканью, спиртом или моющим средством и дайте высохнуть.
Если используете диодный лазер, покройте поверхность смывающейся краской для гравировки или гуашью.

Если используете CO2-лазер, наложите на зону гравировки монтажную пленку, избегая складок. Пленка помогает равномерно распределять тепло, и в результате рисунок получается менее шероховатым.
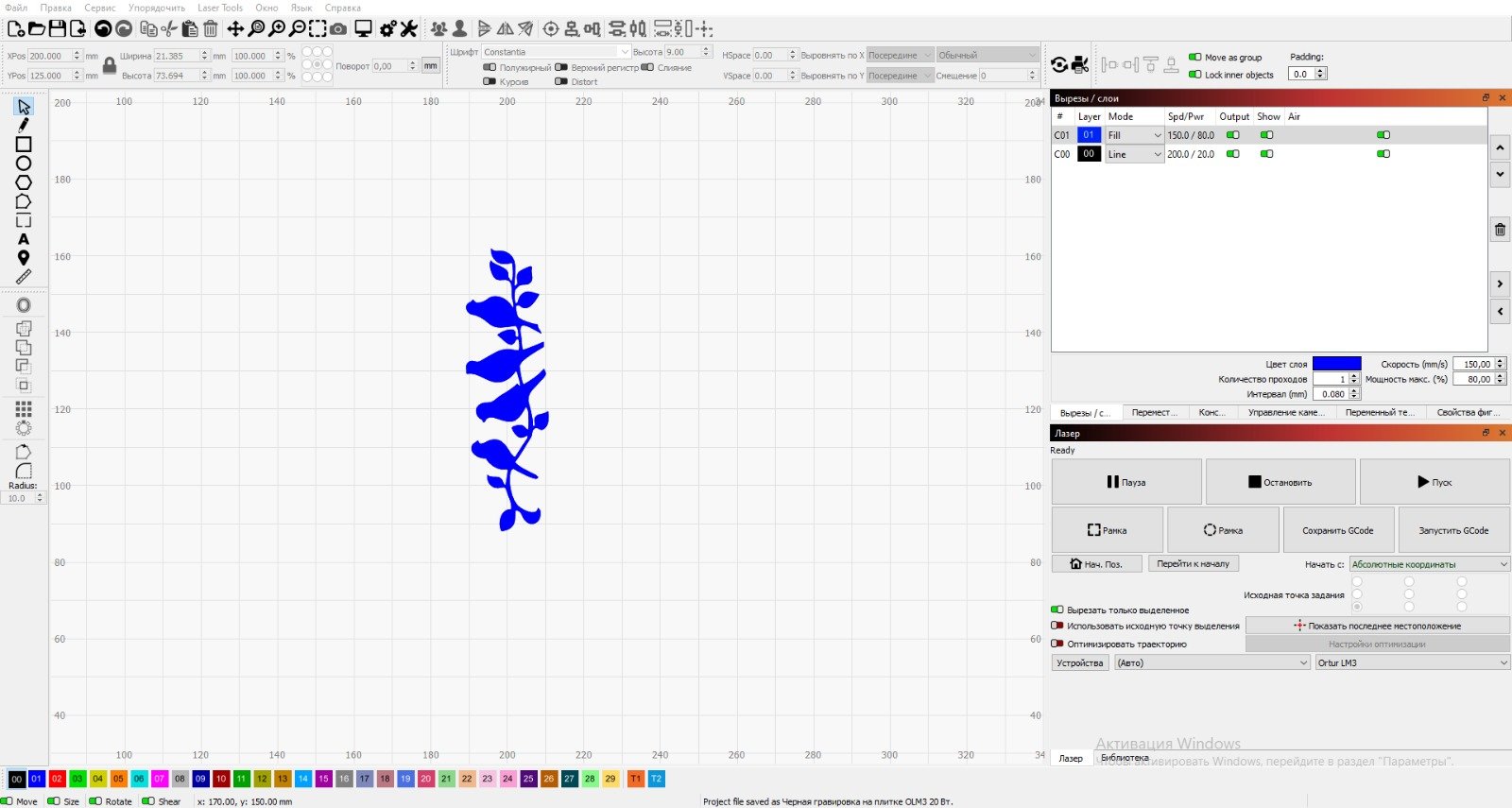
Шаг 3. Разместите макет в управляющей программе. Следите, чтобы гравировка выполнялась на нужном участке предмета.
Шаг 4. Расположите изделие на станке. Для плоских изделий убедитесь, что лазерная головка или диодный модуль находится на нужном фокусном расстоянии.
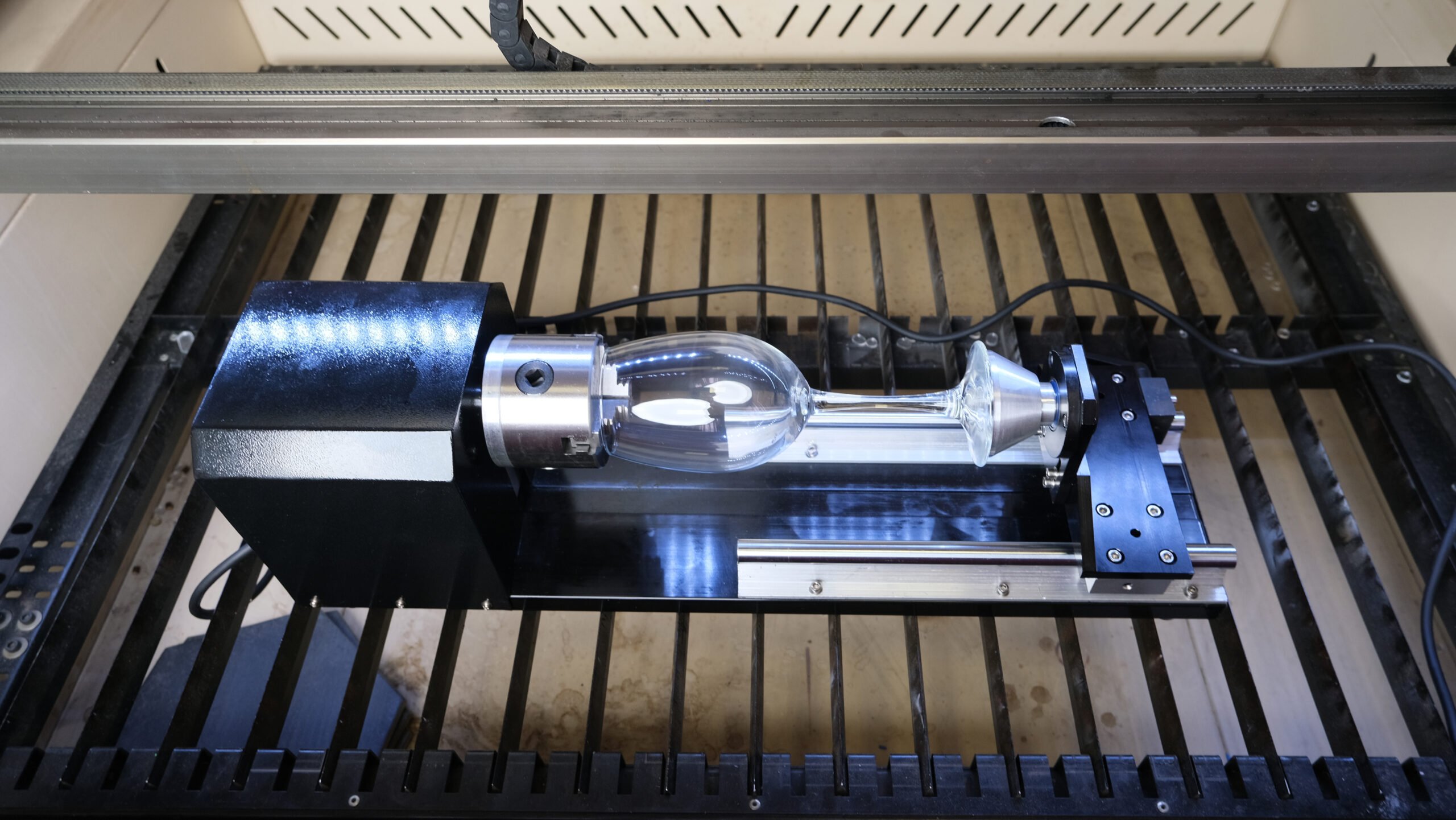
Если изделие цилиндрическое, установите его на поворотное устройство. Как правило, поворотка будет использоваться вместо оси Y в CO2 станке.
Кстати, на тему подключения поворотной оси у нас есть отдельный ролик — там все подробно объяснили 👇

Если работаете на диодном лазере, достаточно переключить тумблер на вращение, а если на CO2-лазере — нужно подключить отдельный двухфазный драйвер. Важно, чтобы ручка или другие элементы не попадали в зону гравировки при вращении оси и не мешали процессу.
Совет: протестируйте нанесение гравировки на пробной заготовке, чтобы настроить параметры и проверить, насколько хорошо материал поддается лазерной обработке.
Шаг 5. Выставьте фокусную точку лазера. Для этого нужно отрегулировать положение лазерной головки или диодного модуля над заготовкой.
При работе с CO2-станком можно использовать фрагмент материала, уложенный под наклоном. Нанесите на него прямую линию лазером. Точка на наклонной плоскости, в которой линия будет самой узкой, и будет фокусной точкой, а расстояние от нее до фокусирующей линзы — фокусным расстоянием.
У диодных станков механика несколько отличается. Чтобы выставить фокус, используется специальная откидная ножка, пластина либо шайба определенной высоты. Для гравировки фокусная точка должна располагаться на поверхности материала. Сначала нужно ослабить винты, фиксирующие диодный модуль на портале станка, а после фокусировки затянуть их обратно.
Шаг 6. Настройте параметры гравировки. На глубину оставляемого следа влияют: скорость, мощность и интервал линий.
Скорость гравировки подбирается индивидуально для лазерного излучателя или диодного модуля. Она должна соответствовать возможностям механики станка.
Интервал линий гравировки должен быть оптимальным: если выставить его меньше, чем позволяет точность станка, то линии будут накладываться друг на друга, а если сделать слишком высоким, то между линиями появятся заметные просветы.
При этом надо учитывать ширину линии гравировки — приводим усредненные значения, которые встречаются чаще всего:
- у CO2-станков — 0,08-0,1 мм;
- у диодных станков — 0,05-0,1 мм.
Если установить значение интервала линий меньше, чем их ширина, снизится качество изображения.
При работе с растровым изображением установите такое же значение DPI, которое выбирали при подготовке и сохранении макета. Для векторных изображений нет понятия DPI, поэтому достаточно установить интервал линий гравировки — обычно 0,6–0,8 мм, но точное значение зависит от возможностей конкретного станка.
Шаг 7. Выполните гравировку. Отрегулируйте подачу воздуха в зону гравировки. Протестируйте работу лазера на тестовом образце.
Начните с минимальной мощности, при которой формируется лазерный луч: например, для CO2-излучателя это около 10% от номинальной, для диодных станков — 7–8% мощности. При этом скорость не должна быть слишком маленькой. Это снизит риск повреждения от перегрева.
Запустите гравер и контролируйте процесс, чтобы остановить его при обнаружении проблем. После завершения гравировки:
- Удалите остатки монтажной пленки, если работали на CO2-станке;
- Смойте краску или специальное средство для гравировки, если работали на диодном лазерном станке.
Нюансы гравировки на разных изделиях
Гравировка на кружке. Может мешать ручка.
Проверьте макет в управляющей программе, чтобы убедиться, что изображение не пересекается с ручкой. Расположите кружку на поворотной оси таким образом, чтобы во время гравировки ее ручка не попадала в зону гравировки и не касалась лазерной головки или диодного модуля. Убедитесь, что гравировка макета будет выполняться в нужных координатах рабочего поля.
Гравировка на бокале. Ножка может перевешивать бокал.
В диодном станке используйте поворотное устройство со специальной подставкой и двумя роликами. Подставка устройства регулируется по высоте и придерживает ножку бокала. В CO2-станке надежно зафиксируйте бокал в держателе поворотной оси.

Учитывайте, что из-за округлой формы бокала в определенных местах может происходить расфокусировка луча.
Подберите оптимальное положение фокусной точки: в идеале расстояние от лазерной головки (или диодного модуля при работе с диодным станком) до материала должно быть одинаковым, чтобы не происходило расфокуса и потери качества. Некоторые незначительные отклонения допустимы — это не отразится на качестве изображения слишком сильно.
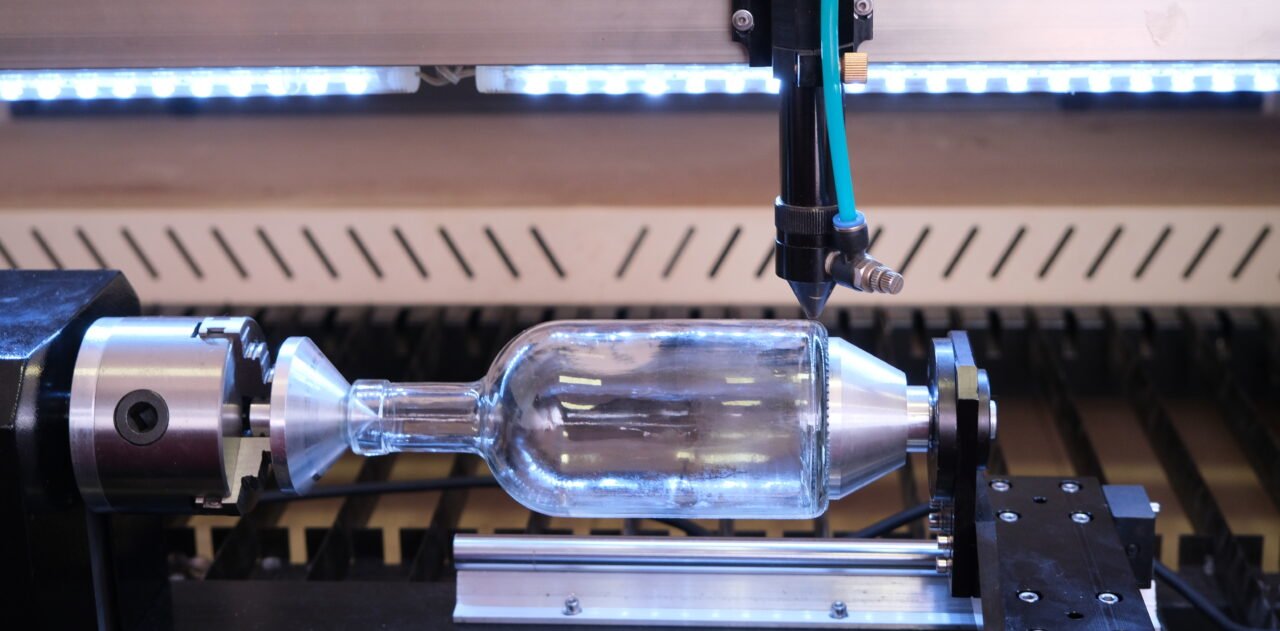
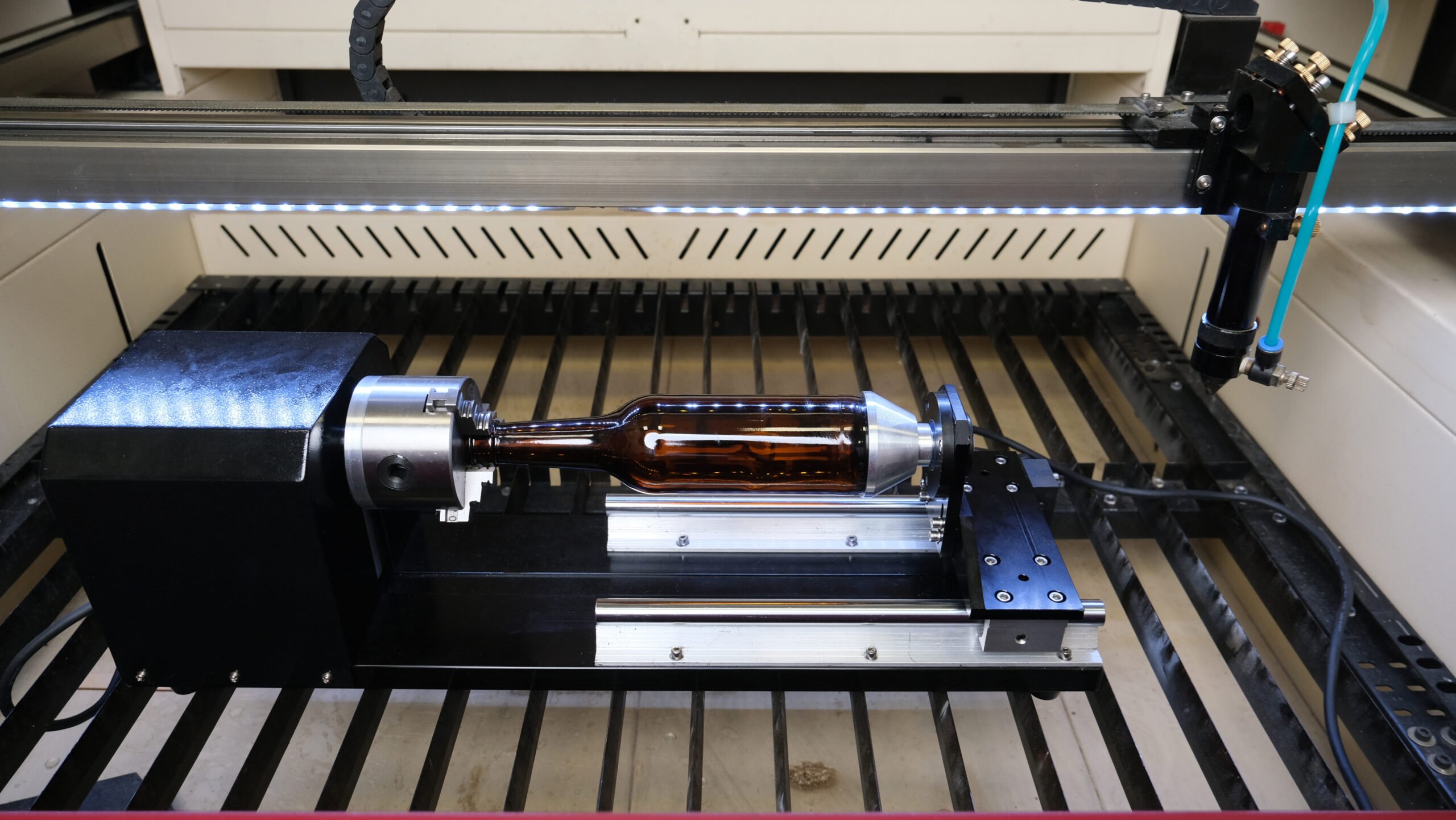
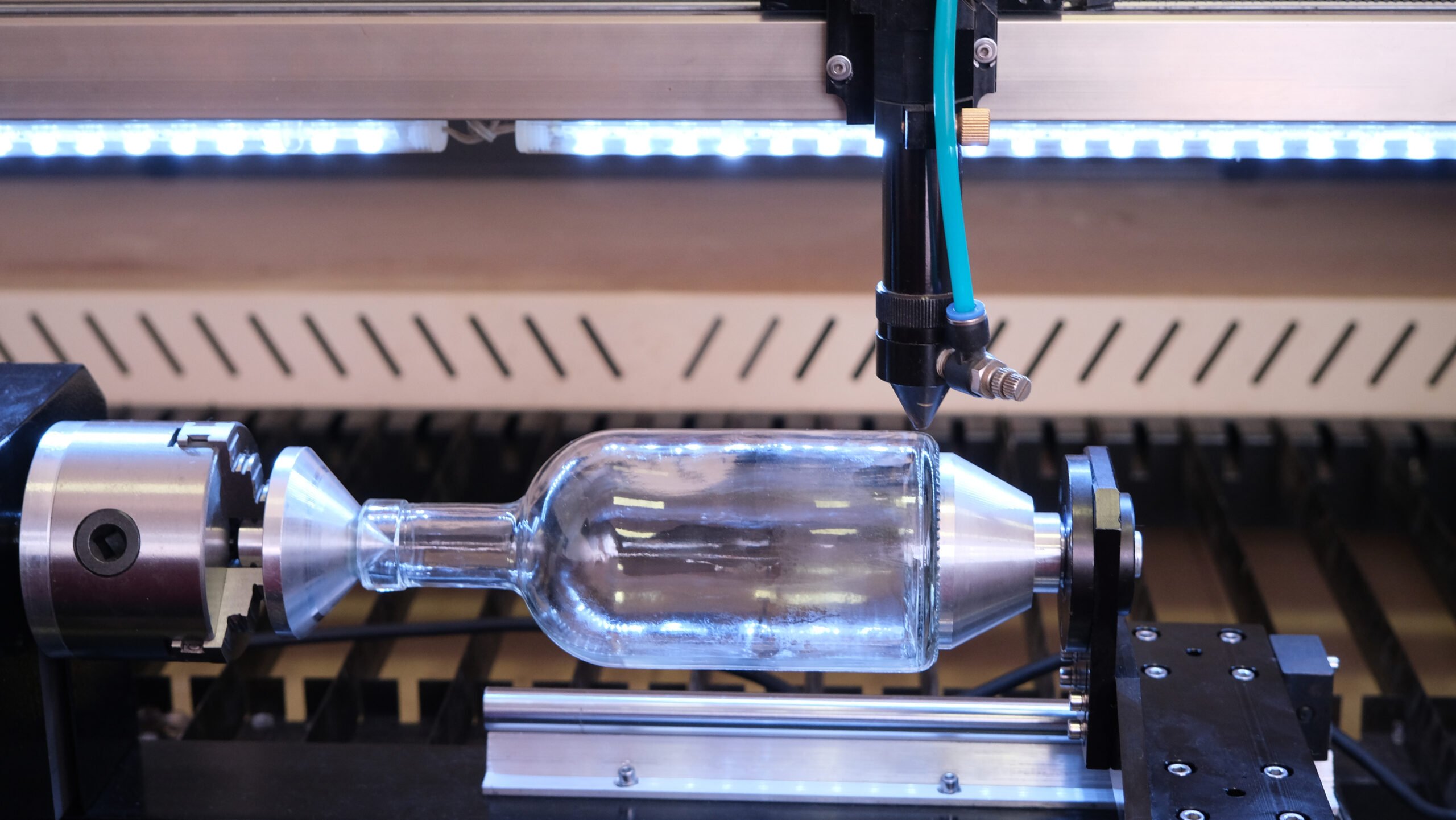
Гравировка на бутылке. Может не уместиться в рабочей области.
Сопоставьте рабочую длину поворотной оси и длину бутылки, чтобы убедиться, что можно делать гравировку. Настройте фокус лазера с учетом разницы по высоте в разных частях заготовки. Для больших сосудов может потребоваться несколько запусков с перемещением фокуса.
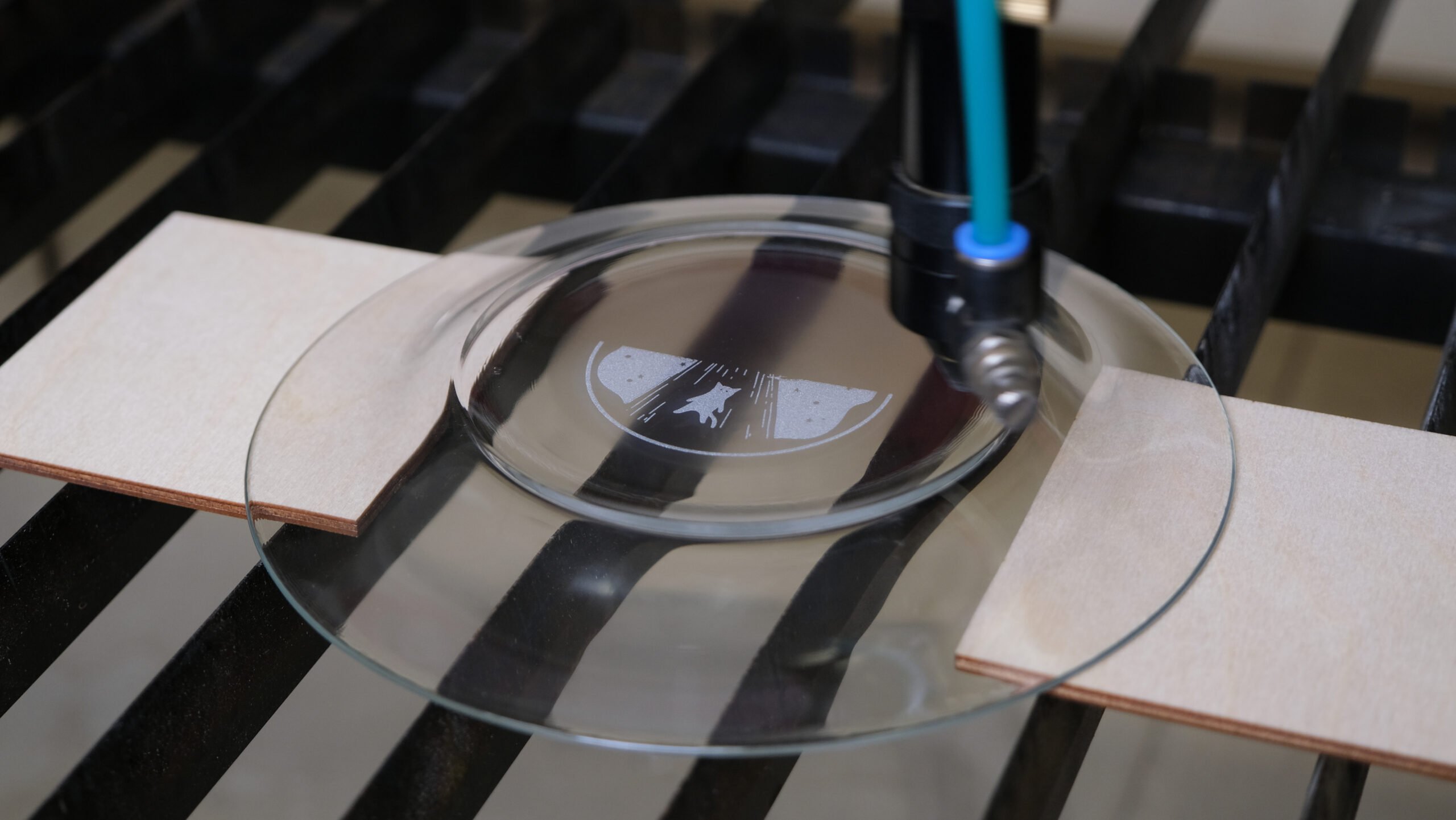
Гравировка на стеклянных тарелках. Убедитесь, что лазерная головка или диодный модуль не сталкивается с полями тарелки. Чтобы этого избежать, может потребоваться поднятие лазера над материалом — это повлияет на фокус, и гравировка может получиться размытой. На слишком светлой посуде из стекла гравировка будет плохо видна.
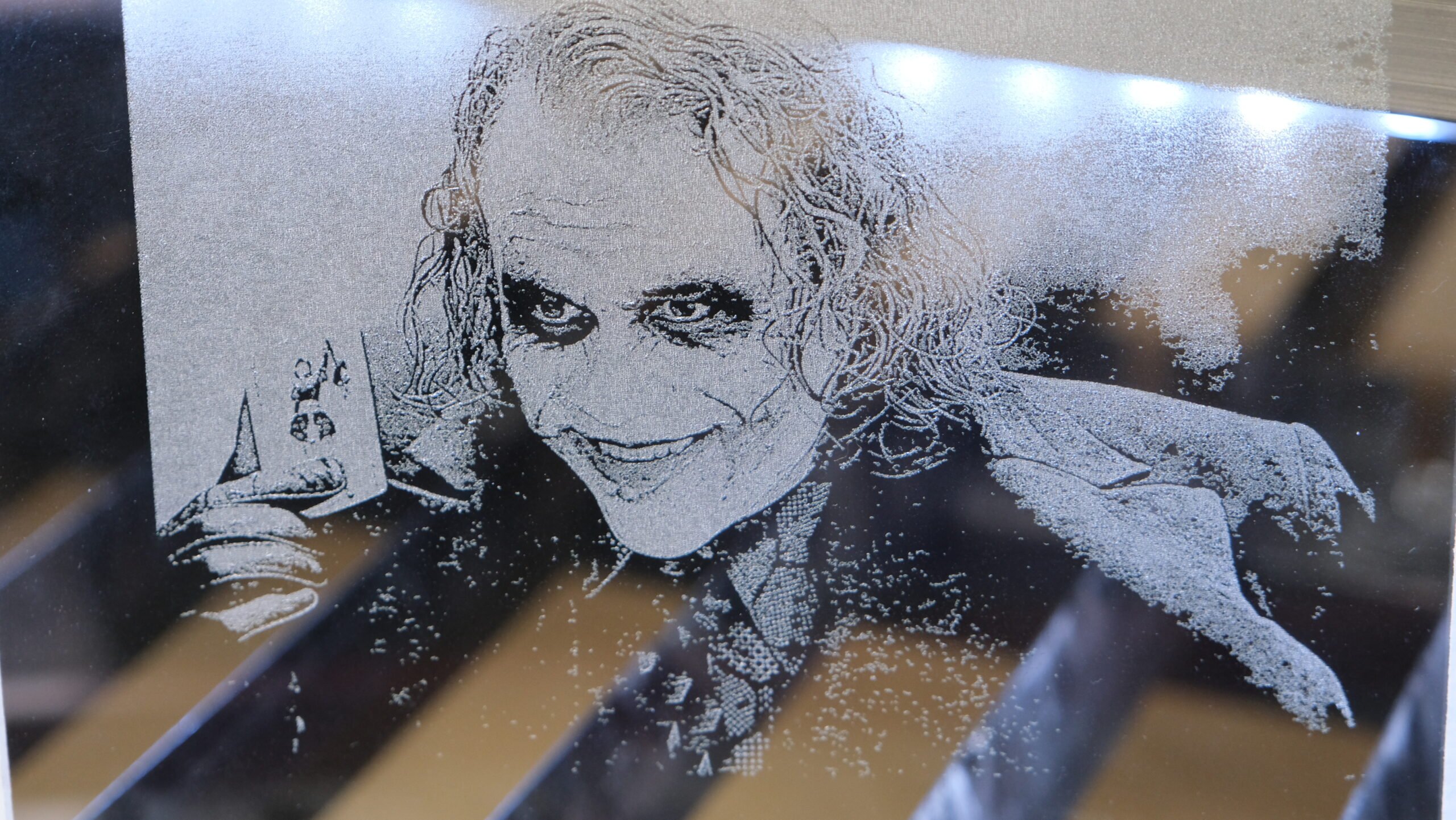
Гравировка на зеркале. Изображение можно нанести как на лицевую, так и на тыльную сторону. Если делать гравировку на лицевой стороне, луч будет отражаться от слоя амальгамы и возникнет эффект двойного изображения. Если выполнять гравировку на тыльной стороне по слою амальгамы, то нужно заранее горизонтально отразить макет гравировки в управляющей программе: тогда эффекта двойного изображения не будет.
Возможности лазерной гравировки на стекле не ограничиваются воспроизведением или нанесением изображений на подарки и сувениры. На промышленных производствах лазерные станки используют для маркировки продукции, нанесения логотипов, QR-кодов и технических данных. А в дизайне интерьера стильные рисунки наносят на окна, двери, зеркала и другие элементы декора. Сфер применений много, так что выбор за вами!
Остались вопросы или нужна помощь с подбором лазерных станков или комплектующих к ним? Заполните форму, и мы свяжемся с вами в ближайшее время!
Комментарии