





























Охлаждение лазерной трубки
Лазерная трубка СО2 – это довольно требовательное к условиям эксплуатации устройство. Есть множество моделей, имеющих различный срок службы – ресурс. Однако достичь заявленного максимального ресурса можно только в случае соблюдения всех норм эксплуатации, рекомендованных производителем.
В данной статье мы разберем все, что относится к вопросу охлаждения лазерных трубок – что использовать в качестве теплоносителя, какое оборудование для прокачки жидкости выбрать, как определить правильную температуру охлаждения трубки, а также затронем некоторые нюансы, касающиеся охлаждения.
Почему лазерную трубку нужно охлаждать
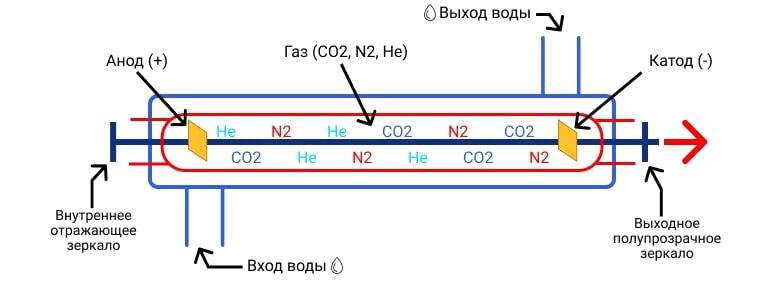
Начнем с теории. Лазерная трубка представляет собой стеклянный корпус, состоящий из трех контуров. Корпус излучателя герметичен, и в заводских условиях в него закачана газовая смесь. Газ внутри трубки состоит из нескольких элементов – углекислый газ (СО2), азот (N), гелий (He).
В процессе работы – тогда, когда мы наблюдаем видимое излучение внутри трубки, – газовая смесь приводится в возбужденное состояние благодаря поступлению высоковольтного напряжения с блока розжига.
В свою очередь, ионизация (возбуждение) составляющих элементов газовой смеси приводит к их нагреву. Физика процесса ионизации такова, что лазерная трубка будет терять в мощности при температуре, превышающей 25 °C. К тому же перегрев ускоряет процесс отработки газовой смеси.
Другими словами, общий ресурс лазерного излучателя снижается. А длительный нагрев может и вовсе привести к появлению трещины в стекле газоразрядной трубки. Таким образом, нам необходим теплоноситель, чтобы держать под контролем температуру газовой смеси.
Что представляет собой контур охлаждения лазерной трубки
Выше мы упомянули, что лазерная трубка СО2 состоит из трех контуров. Газовая смесь располагается во внешнем контуре (первый), и в центральном контуре (третий) – газоразрядной трубке. Причем именно внутри газоразрядной трубки мы можем визуально наблюдать свечение в процессе розжига газовой смеси. Средний (второй) стеклянный контур окружает газоразрядную трубку, и именно по среднему контуру в лазерную трубку подается охлаждающая жидкость.
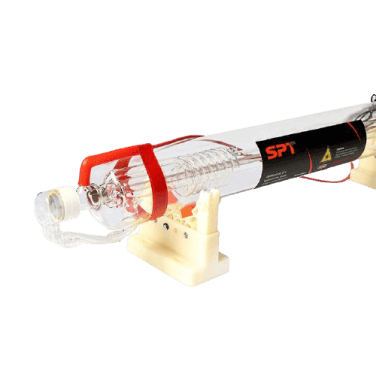
Штуцеры входа и выхода охлаждающей жидкости расположены по краям трубки. У некоторых производителей лазерных трубок, например, у RECI, штуцер выхода жидкости из контура охлаждения расположен прямо на внешнем корпусе. У других, например, у SPT, – контур охлаждения проходит дополнительно через наконечник и охлаждает таким образом выходное зеркало. Обе схемы расположения допустимы.
Какую жидкость для охлаждения выбрать
Антифриз не является диэлектриком, поэтому его использование может привести к тому, что рано или поздно высоковольтный разряд пробьет на охлаждающую жидкость. Это, в свою очередь, может вывести лазерную трубку из строя. Кроме того, теплоемкость антифриза ниже, чем у дистиллированной воды.

Говоря простыми словами, антифриз будет менее эффективно «забирать» на себя образовавшийся нагрев газовой смеси. Добавим к этому и то, что текучесть у антифриза ниже, чем у дистиллированной воды. На практике это означает, что помпе будет сложнее прокачивать антифриз, а значит, повышается вероятность её поломки. В общем, антифриз для лазерной трубки СО2 не подходит.
Поскольку розжиг газовой смеси осуществляется путем подачи в лазерный излучатель высоковольтного напряжения, для её охлаждения нам необходима жидкость, которая не проводит электричество – диэлектрик.
Таким образом, единственно верным выбором будет дистиллированная вода. К сожалению, многие операторы станка по ошибке используют для охлаждения лазерной трубки СО2 антифриз или какую-то смесь из воды и примесей.
Оптимальная температура для лазерной трубки
Точка росы – это температура, при которой выпадает конденсат. Таким образом, если для охлаждения мы будем использовать жидкость, температура которой слишком низкая относительно температуры и влажности в рабочем помещении, то мы получим запотевание охлажденных элементов – корпуса излучателя, силиконовых шлангов и зеркал. Это может привести к повреждению оптики лазерной трубки, к пробою высоковольтного контакта и к другим неприятным последствиям. Получается, что нам необходимо охлаждать лазерную трубку дистиллированной водой такой температуры, при которой не достигается точка росы. Чаще всего, оптимальная температура для лазерной трубки находится в диапазоне 15-19 °C.
С температурой охлаждения все просто – чем ниже, тем лучше. Низкая температура газовой смеси позволяет замедлить процесс выработки её ресурса. Кроме того, снижение температуры может увеличить выдаваемую мощность! Однако не стоит торопиться использовать жидкость с экстремально низкой температурой, т.к. у нас есть еще один показатель, который следует учитывать при охлаждении – точка росы.
И помните, что верхняя граница температуры лазерной трубки, при которой деградация газа в рабочем состоянии находится в допустимом производителями пределе, составляет 25 °C.
Какое оборудование использовать для охлаждения лазерной трубки
Для прокачки охлаждающей жидкости необходимо отдельное оборудование. Вариантов не так много: водяная помпа, самодельный чиллер (например, переделанный пивной охладитель) или же специализированный чиллер, который предназначен именно для охлаждения и контроля температуры лазерных излучателей СО2. Разберем их все по порядку и выясним, чем лучше охлаждать лазерную трубку.

Итак, погружная водяная помпа является самым бюджетным вариантом. При этом надо понимать, что использование водяной помпы решает только вопрос с непосредственно прокачкой жидкости, но не решает вопрос с контролем температуры. То есть, Вам самостоятельно придется следить за температурой жидкости и вовремя принимать необходимые меры по её удержанию ниже 25 °C. Кроме того, к сожалению, Вам вряд ли удастся полностью изолировать емкость с водой от контакта с окружающей средой. Из-за этого дистиллированная вода быстро потеряет свои свойства диэлектрика, и её придется часто менять.
Также, надо признать, что использование водяной помпы может быть хоть как-то экономически оправдано лишь для небольших лазерных станков с лазерной трубкой мощностью не более 40 Вт. Тепловая нагрузка лазерных трубок СО2 мощностью более 60 Вт слишком велика – для них уже необходимо использовать охлаждающие установки на основе фреона.
Альтернативой простой водяной помпе может служить фреоновый пивной охладитель. Однако необходимо будет подобрать модель с подходящим Вашей лазерной трубке показателем холодопроизводительности. К тому же такой охладитель в любом случае придется дорабатывать своими силами – например, установить электронный контроллер.
Лучшим вариантом, гарантирующим правильное охлаждение лазерной трубки, являются специальные фреоновые чиллеры. Но к их выбору надо подходить внимательно.
Единственными оригинальными чиллерами, которые предназначены конкретно для охлаждения лазерной трубки, являются чиллеры производства компании S&A Guangzhou Teyu Electromechanical Co., Ltd. На рынке встречается огромное количество подделок, внешне напоминающих эти чиллеры.
Да, неоригинальный чиллер может стоить дешевле оригинала S&A, но стоит помнить, что стоимость изделия складывается в том числе из стоимости используемых комплектующих. В неоригинальных чиллерах можно встретить различные проблемы. Например, несоответствие реальной холодопроизводительности компрессора маркировке чиллера. То есть внутри по факту установлен более слабый компрессор, нежели заявлено. Или же некорректная работа контроллера, когда температура на контроллере не соответствует действительности.

Кроме этого, в неоригинальных чиллерах можно встретить использование некачественных внутренних элементов – б/ушные радиаторы и датчики протока или же устаревшие компрессоры с фреоном R-22, который запрещен к ввозу в Россию.
Таким образом, мы настоятельно рекомендуем использовать именно оригинальные чиллеры S&A – это лучшее готовое решение проблем с охлаждением лазерной трубки. Все, что нужно для запуска чиллера в работу – залить в бак дистиллированную воду и включить режим поддержания заданной температуры. Кстати, о том, как правильно настроить чиллер можете посмотреть на нашем канале
>

Нюансы охлаждения лазерной трубки СО2.
В первую очередь, стоит отметить, что лазерная трубка, как большая часть любого другого оборудования, рассчитана на эксплуатацию длительностью в одну рабочую смену в день.

При использовании лазерной трубки в режиме «2-3 рабочие смены подряд» газ будет быстрее деградировать, вследствие чего даже трубки с заявленным ресурсом в 10000 часов не проработают фактически больше года. Это в том числе связано с охлаждением.
Дело в том, что в процессе работы так или иначе температура газовой смеси в дальнем радиусе от контура охлаждения будет постепенно повышаться, и может выйти за пределы условно безопасного показателя в 25 °C.
В общем, мы рекомендуем либо давать лазерному станку время на отдых, либо закладывать стоимость лазерной трубки в себестоимость изделий таким образом, чтобы менять излучатель регулярно раз в год.
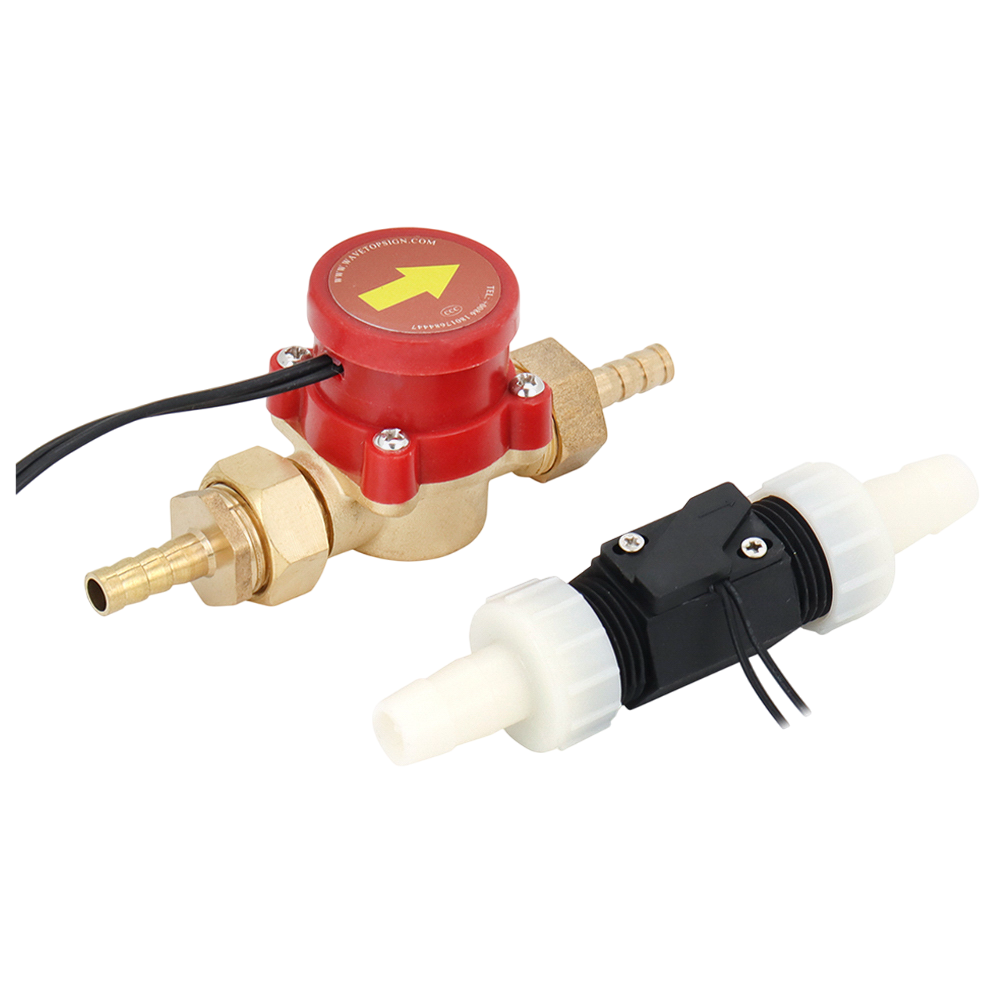
Отдельного внимания заслуживает такой элемент системы охлаждения лазерной трубки СО2, как датчик протока. Его наличие в контуре охлаждения станка строго обязательно, даже если вы используете чиллер S&A, где уже имеется встроенный датчик протока.

Что делает этот датчик? Датчик протока в станке при отсутствии протока охлаждающей жидкости принудительно отключает подачу напряжения с блока питания на лазерную трубку. Благодаря этому, лазерный излучатель не перегреется и не выйдет из строя при внезапной проблеме в системе охлаждения. В свою очередь, датчик протока в чиллерах при возникновении ошибки в работе лишь включит звуковую сигнализацию, но не повлияет на розжиг лазерной трубки. Также следует обратить внимание на расположение датчика протока. Единственно верным расположением является установка датчика протока в разрыв цепи охлаждения на выходе охлаждающей жидкости из лазерной трубки.
Коллеги, мы надеемся, что наша статья поможет вам разобраться с вопросом контроля температуры охлаждения лазерной трубки. По вопросам приобретения лазерных трубок СО2 или чиллеров для охлаждения вы можете обратиться к специалистам нашей компании.
Выбрать чиллер для лазерного станка
Оригинальный воздушный чиллер от завода S&A для охлаждения лазерных трубок до 80 Вт

Чиллер CW-3000TG TY (S&A)
Оригинальный фреоновый чиллер от завода S&A для охлаждения лазерных трубок до 90 Вт

Чиллер CW-5000TG TY (S&A)
Оригинальный фреоновый чиллер от завода S&A для охлаждения лазерных трубок до 130 Вт

Чиллер CW-5200TH TY (S&A)
Оригинальный фреоновый чиллер от завода S&A для единовременного охлаждения 2-х лазерных трубок 90-100 Вт
1.77 кВт

Чиллер CW-5202TH TY (S&A)
Оригинальный фреоновый чиллер от завода S&A для охлаждения лазерных трубок 200 Вт

Чиллер CW-5300AH TY (S&A)
Оригинальный фреоновый чиллер от завода S&A для охлаждения лазерных трубок до 300 Вт



Комментарии