

























Лазерные станки для бизнеса и для хобби – в чем отличие?
Рынок лазерных станков растет с каждым годом. Действующие производства расширяются и увеличивают парк своего оборудования. В то же время появляются новые компании, работа которых строится на использовании лазерных станков. Такое интенсивное развитие вполне объяснимо, ведь технология лазерной СО2 резки во многом универсальна. Один станок может справиться как с резкой всевозможных материалов разной толщины и фактуры, так и с нанесением гравировки на различные поверхности.
В результате перечень видов изделий, в производстве которых применяется лазерный станок, исчисляется сотнями, а технология лазерной резки становится на-настоящему массовой. Только вот широкий спрос влияет и на предложение. В борьбе за клиента продавцы, зачастую, идут по самому простому пути и предлагают станки по минимальным ценам.

Тут важно понимать, что значительное снижение стоимости непременно ведет к ухудшению характеристик оборудования и к упрощению конструктива. Именно в этой плоскости и возникают различия между станками для хобби и станками, которые предназначены для изготовления большого объёма продукции.
Таким образом, одни станки позволяют зарабатывать, другие же подходят для мелкосерийного производства, отработки навыков или просто для приятного времяпрепровождения. Если использовать каждую конкретную модель по назначению, то никаких проблем не возникнет, однако многие продавцы вводят клиентов в заблуждение и выдают станки для хобби за полноценное производственное оборудование.
В этой статье мы разберем ключевые отличия между станками для хобби и станками для бизнеса, но для начала определим эти понятия:
- Станок для хобби – этот станок рассчитан на краткосрочное периодическое использование и не подходит для серьезных нагрузок. Он не развивает высоких скоростей и имеет довольно ограниченную область применения. Изделия, изготовленные на хоббийном станке, уступают по качеству тем, что были произведены на профессиональном оборудовании. Разница очевидна – неровная линия реза, менее детализированная гравировка, наличие большого количества нагара и целый ряд других недостатков. Кроме того, если использовать такой станок на полную рабочую смену, то в скором времени потребуется сервисной обслуживание многих узлов.
- Станок для бизнеса – такой станок подходит для полноценной работы на результат. Резка и гравировка выполняется на высоких скоростях, при этом, тяжелая конструкция эффективно гасит вибрации. При правильном сервисном обслуживании возможна работа в несколько смен подряд, что, в свою очередь, позволяет повысить рентабельность производства.
Теперь давайте разберем конструктивные различия у станков для хобби и станков для бизнеса:
Размер рабочего поля лазерного станка

Сразу обозначим, что размер рабочего поля у станков для хобби не должен превышать 900х600 мм. Более габаритное оборудование будет крайне сложно разместить в небольшой мастерской, гараже или у себя дома. Тем не менее, все это не исключает тот факт, что в дешевых лазерных станках 1200х900 мм, 1600х1000 мм и т.д. часто можно встретить те же конструктивные решения, что и в станках для хобби с рабочим полем до 900х600 мм.
Тут важно отметить, что применение упрощенной механики и облегченной конструкции может быть целесообразно только для станков с небольшим рабочим полем, например: 300х200 мм, 400х400 мм, 500х300 мм, 600х400 мм, 900х600 мм. Однако не стоит забывать, что и в этот размерном сегменте есть профессиональные станки.
Вес лазерного станка

Довольно простая и понятная величина. И все же некоторые недобросовестные продавцы будут уверять, что вес имеет значение только для фрезерных станков, а для лазерного оборудование это не так принципиально.
Что ж, давайте разбираться. Вес станины станка позволяет эффективно гасить вибрации, возникающие при быстрой гравировке или при ускорениях во время резки. В противном случае качество конечного изделия будет снижаться. Кроме, того, неконтролируемые вибрации, передающиеся с рабочего поля на остальные элементы станка, могут привести к сбоям в работе электроники.
Отсюда следует вполне очевидный вывод – станки с облегченной станиной не подойдут для обеспечения полноценного производственного процесса. Если же вы используете станок для редких несложных задач в своей небольшой мастерской, то нет смысла переплачивать за тяжелое профессиональное оборудование.
Контроллер лазерного станка
На текущий момент наиболее популярны три бренда контроллеров: M2 Nano, Trocen AWC, RuiDa RDC.
- ПО для M2 Nano не является многозадачным – в одном файле у вас будет содержаться либо слой резки, либо слой гравировки.
- Дисплея у контроллеров M2 нет – вместо экрана используется небольшая панель управления, которая отвечает только за мощность и принудительный тестовый розжиг трубки.

- M2 Nano требует постоянного наличия в компьютере USB-ключа защиты для использования ПО. Взломанных / крякнутых версий или эмуляторов ключа просто нет. Если вы потеряется флешку, то это обернется простоем на производстве до тех пор пока не купите новый USB-ключ.
- Контроллеры M2 Nano подходят только для станков с рабочим полем до 600х400 мм, иначе, по словам производителя, будут возникать ошибки.
Контроллеры RuiDa RDC лишены всех указанных выше недостатков. Они обеспечивают стабильную работу, имеют многозадачное ПО с множеством тонких настроек, не требуют USB-ключа защиты, а также оснащены информативным цветным дисплеем, на котором отображается ход работы в реальном времени.

Единственный минус – контроллеры RuiDa стоят дороже, чем M2 Nano. Тут уж ничего не поделать – за качество приходится платить. При этом инженеры RuiDa постоянно обновляют свое ПО, выкатывают новые версии, правят возможные ошибки и баги.
Таким образом, если вы хотите обеспечить себе удобную работу на станке без необходимости прерываться на возникающие ошибки — выбирайте систему управления RuiDa.
Контроллеры Trocen AWC – что-то среднее между предыдущими двумя вариантами. В актуальной версии этих контроллеров вместо обычной кнопочной панели управления с экраном используется тач-скрин.

Никаких реальных преимуществ у такого дисплея нет, а скорее наоборот – с ним повышается вероятность случайных нажатий. К тому же сенсор далек от передовых технологических решений и может сильно лагать.
Несмотря на то, что ПО от контроллеров Trocen (LaserCAD) гораздо более стабильное и функциональное в сравнении с ПО от M2 Nano, оно все еще сильно уступает ПО RuiDa (RDWorks). При этом цена на контроллеры Trocen не сильно отличается от стоимости RuiDa.
Направляющие лазерного станка

В большинстве лазерных станков, представленных на рынке, используется либо цилиндрические, либо профилированные направляющее.
Чем же они отличаются?
- Цилиндрические направляющие – бюджетное решение для небольших лазерных станков. Этот тип направляющих не отличаются высокой точностью, так как вес каретки не может равномерно распределиться по валу, и к тому же каретка всегда имеет некоторый люфт.
Кроме того, цилиндрические направляющие крепятся к станине только в двух крайних точках, поэтому вал может со временем провиснуть. Во многих недорогих станках именно из-за наличия искривленного вала направляющей оси со временем окончательно сбивается юстировка.
Также следует помнить, что все люфты каретки и неточности в перемещении отражаются на качестве конечного изделия.
Цилиндрические рельсы – это недолговечное, но простое решение для небольших станков, где не требуется высокой точности.
- Профилированные направляющие — гораздо более качественное решение в сравнении с цилиндрическими. Каретка профильной направляющей имеет бо́льшую площадь соприкосновения с рельсой, что обеспечивает хорошую износостойкость. Сама же форма профилированной рельсы дает более высокую жесткость и точность.
Важный момент! К сожалению, недобросовестные продавцы без каких-либо оснований могут заявлять о том, что рельсы на их лазерном станке произведены не в Китае, а в Тайване. Но мы, основываясь на собственном опыте, можем ответственно заявить – значительная часть используемых в станках рельсовых направляющих, которые промаркированы как Hiwin или PMI (известные тайваньские бренды), являются подделкой.
Чтобы убедиться в том, что рельсы действительно произведены в Тайване, требуется проверка на твердость и геометрию. Неоригинальные рельсы могут иметь отклонения от паспортных значений по люфту и прямолинейности – это скажется на их долговечности при постоянной эксплуатации.
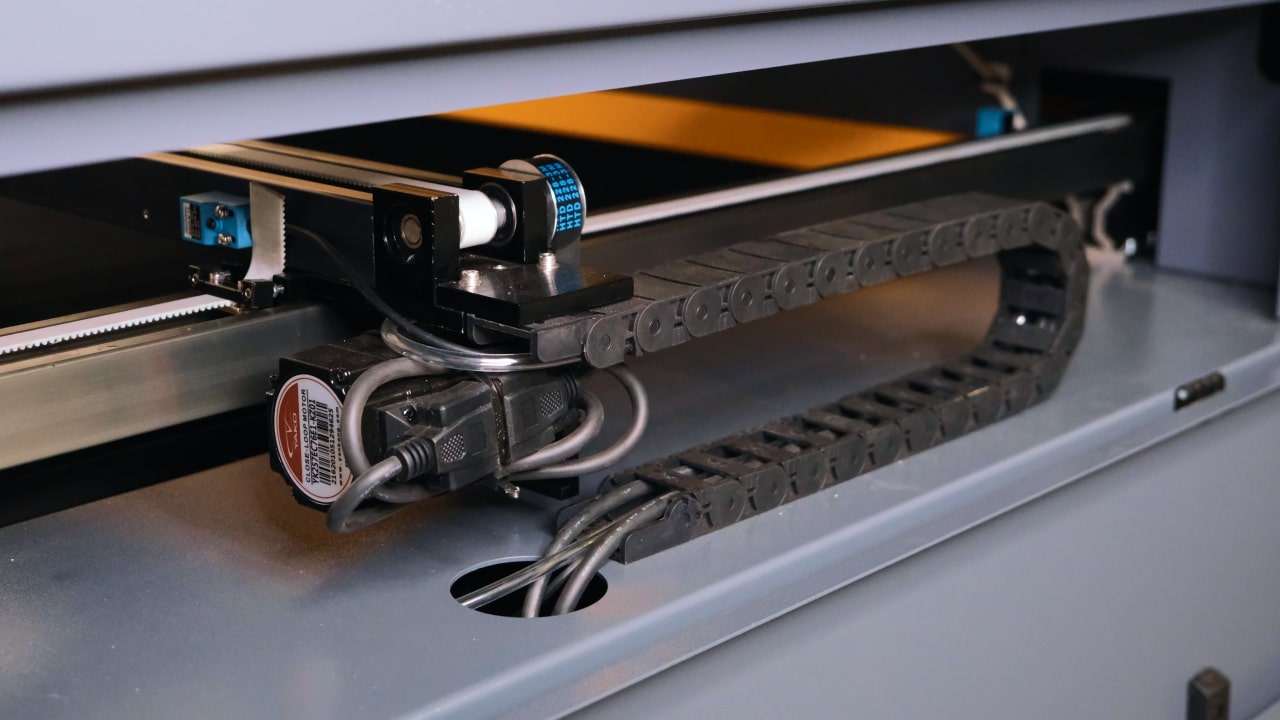
Модули перемещения лазерного станка
Помимо цилиндрических и профилированных направляющих существуют и другие. К примеру, в станках TAURUS мы используем специальные модули перемещения, в которых блок с кареткой движется по профилированной поверхности на хромированных износостойких роликах.
Такие модули менее подвержены воздействию агрессивной среды рабочей зоны станка, чего не скажешь о цилиндрических и профилированных направляющих – в них налипшие на рельсы продукты горения будут забиваться под каретку. В наших модулях перемещения это исключено.
Такие модули менее подвержены воздействию агрессивной среды рабочей зоны станка, чего не скажешь о цилиндрических и профилированных направляющих – в них налипшие на рельсы продукты горения будут забиваться под каретку. В наших модулях перемещения это исключено.
Таким образом, цилиндрические рельсы – это решение исключительно для станков хоббийного уровня. Профилированные рельсы уже можно назвать профессиональными, но нужно уметь отличать оригинальные изделия о тех, что были изготовлены в кустарных условиях. Для серьезных задач и больших нагрузок можно рассмотреть модули перемещения на подобие тех, что мы используем в производстве лазерных станков TAURUS.
Реальная скорость работы лазерного станка
Скорость перемещения лазерной головки – это один из основных показателей, который напрямую влияет на количество изделий, изготовленных за рабочую смену. Что касается хоббийных станков, то здесь скорость перемещения по осям X и Y может иметь второстепенное значение. Отсюда и разница в конструктиве.
На скорость работы станка влияют следующие параметры: тип привода (шаговые двигатели, серводвигатели или гибридные серво-шаговые двигатели), тип направляющих, наличие редуктора.
Однако реальная скорость работы далеко не всегда соответствует заявленной в спецификации. Дело в том, что российские продавцы китайских лазерных станков могут просто указать ту скорость, которую предоставил им завод-изготовитель. Китайцы же свою очередь часто лукавят и вместо скорости перемещения лазерной головки указывают предельную скорость для одного из конструктивных элементов. Так уж работает китайский маркетинг.
В общем, если вам необходим станок, который выполняет задачи с конкретной скоростью, то обязательно попросите поставщика в качестве теста изготовить необходимое изделие. Так вы избежите маркетинговых уловок и увидите реальные возможности станка.
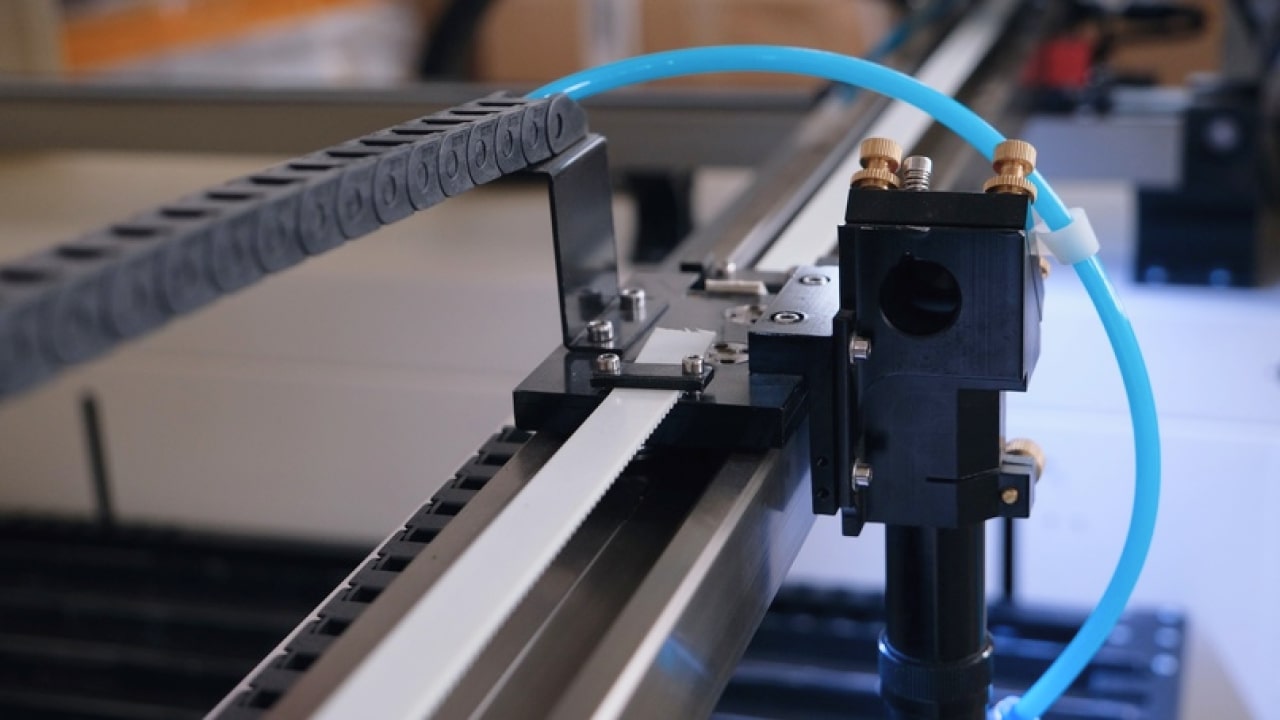
Лазерная головка и держатели оптики

Для полноценной настройки оптического тракта необходимо, чтобы все три кронштейна зеркал имели по три регулировочных винта – это позволяет калибровать траекторию луча в любом направлении.
В самой лазерной головке должен быть предусмотрен патрубок для поступления воздуха из воздушного компрессора. Даже если вы покупаете станок только для выполнения гравировки и сила давления воздушного компрессора не так принципиальна, все же не стоит забывать о некоторых функциях системы подачи воздуха — охлаждение фокусирующей линзы и выдув продуктов горения из сопла. Это значит, что даже во время гравировки необходим хотя бы слабый приток воздуха.
А вот наличие лазерной указки совсем не обязательно для профессионального станка. Даже наоборот – при наличии лучше её просто демонтировать. Все дело в том, что указка подпитывается от блока розжига и часто становится причиной некорректной работы
лазерной трубки.
Концевые датчики лазерного станка

Здесь всего два варианта – либо механические нажимные, либо индуктивные с дистанционным срабатыванием.
- Для хоббийных станков вполне подойдут механические концевые датчики. Подразумевается, что станок для хобби используется нечасто и нерегулярно, поэтому нагар будет незначительным. При интенсивной работе продукты горения сильно налипают на нажимных датчиках, что быстро приведет к их поломке.
- Для выполнения серьезных задач на станке следует использовать индуктивные датчики. Они менее восприимчивы к наличию дыма и имеют бо́льший ресурс.
Система вытяжки лазерного станка

Сразу хотим предупредить — встроенного в заднюю панель вентилятора в большинстве случаев не достаточно! Да, для какой-то совсем кратковременной работы его может хватить, но при продолжительной эксплуатации такая вытяжка не справится. В результате –задымленное помещение и оседание продуктов горения на изделии, направляющих и зеркалах.
Поэтому для работы станка в полную смену нужно использовать отдельный вытяжной вентилятор.
Для станков с рабочим полем до 500х300 мм рекомендуем использовать вентилятор мощностью 80 Вт и выше, для станков 600х400 или 900х600 – улитку минимум на 370 – 550 Вт.
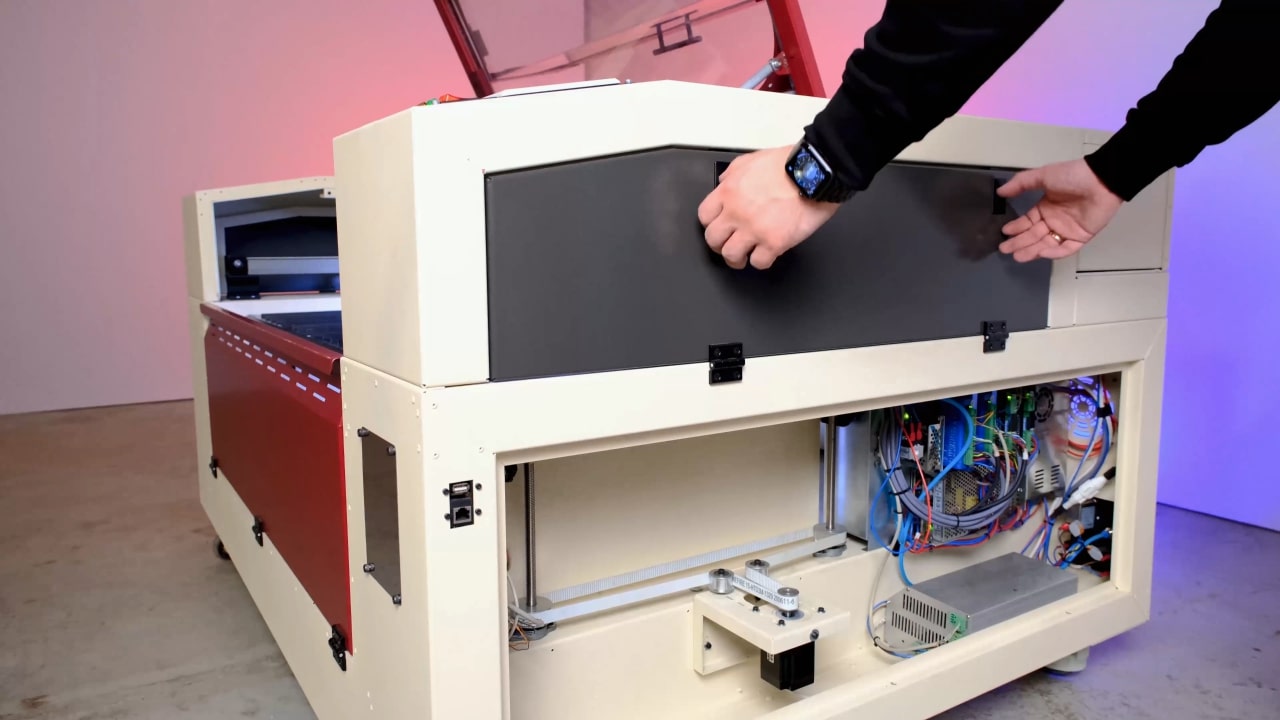
Доступ к внутренним элементам лазерного станка
В небольших лазерных станках практически не встречаются откидные панели на корпусе – там, где располагаются кронштейны зеркал. Для хоббийного станка это не критично – обслуживание требуется редко, поэтому удешевить конструкцию за счет отсутствия открывающихся крышек вполне разумно.
Однако если мы говорим про станок, который эксплуатируется регулярно, то в нем должен быть предусмотрен простой доступ ко всем внутренним элементам. Это необходимо для оперативного сервисного обслуживания, ведь рано или поздно любой внутренний элемент
требует внимания.
Вывод
Если вы рассматриваете лазерный станок как инструмент получения прибыли – обратите внимание на его надежность и износостойкость, точность и скорость.
Ваша цель хобби? Тогда имеет смысл выбрать более бюджетный вариант. При разумном подходе такая экономия будет вполне оправдана.
Выбрать станок для бизнеса

Лазерный станок СО2 TAURUS 1070 Opti 90W

Лазерный станок СО2 TAURUS 1610 Opti 90W



Комментарии