





























Ответы на частые вопросы
Давайте познакомимся поближе?
Если мы еще не знакомы – будем рады удивить вас высоким качеством нашей работы!
Мы работаем с 2016 года. У нас небольшая, но очень дружная команда! Свою задачу мы видим в том, чтобы обеспечить стабильную работу вашего производственного бизнеса. И для этого мы предлагаем надежное оборудование и комплектующие.
Мы благодарны всем нашим клиентам за возможность вместе расти и развиваться!
А еще мы ведем группу вконтакте и ютуб-канал с полезными видео! Подписывайтесь и следите за нашими обновлениями.
Мы рады представить вам самый широкий в России ассортимент комплектующих для лазерных СО2 станков. Также мы предлагаем надежные комплектующие для фрезерных станков, термоструны и даже лазерные СО2 станки Российского производства – TAURUS.
Да. Увидеть вживую все наше оборудование вы можете по адресу г. Санкт-Петербург, промзона Уткина Заводь, промышленный район Центральное отделение, д. 35 Режим нашей работы: по будням с 09:00 до 18:00.
Приезжайте!
Мы будем рады лично ответить на все ваши вопросы, продемонстрировать оборудование в работе и помочь с выбором!
Подробную информацию о демо-зале вы можете найти на отдельной странице нашего сайта
Любым удобным способом. Можете оформить заказ через корзину, через кнопку «Купить в 1 клик», и даже просто позвонив нам или написав письмо с запросом на почту.
У нас на сайте есть отдельная страница Отзывы – там мы стараемся собирать весь фидбек от наших клиентов.
Также отзывы о нас можно почитать на всех популярных площадках: в Гугл, в Яндекс, в 2GIS.
Еще отзывы о нас можно найти на наших страницах на Авито и на Озоне. Везде держим стабильный высокий рейтинг!
Вы можете приобрести товары как юридическое лицо или ИП, так и как частное лицо.
Для организаций или ИП мы выставляем счет на оплату (работаем без НДС).
Для физических лиц возможна оплата по карте или по системе быстрых платежей в полном соответствии с №54-ФЗ.
Мы продаем лазерные СО2 станки и станкокомплекты российского производства: TAURUS и AXIOM.
В станках TAURUS скорость работы обеспечивается сервошаговыми приводами. Прецизионные модули перемещения и виброустойчивая несущая конструкция позволяют получить высокое качество выпускаемой продукции. За стабильную работу отвечают: прочная конструкция станка из стали 2 мм с ребрами жесткости, профессиональная лазерная трубка COLT, а также блок розжига умной серии Z.
Подробнее о станках TAURUS в видеообзоре.
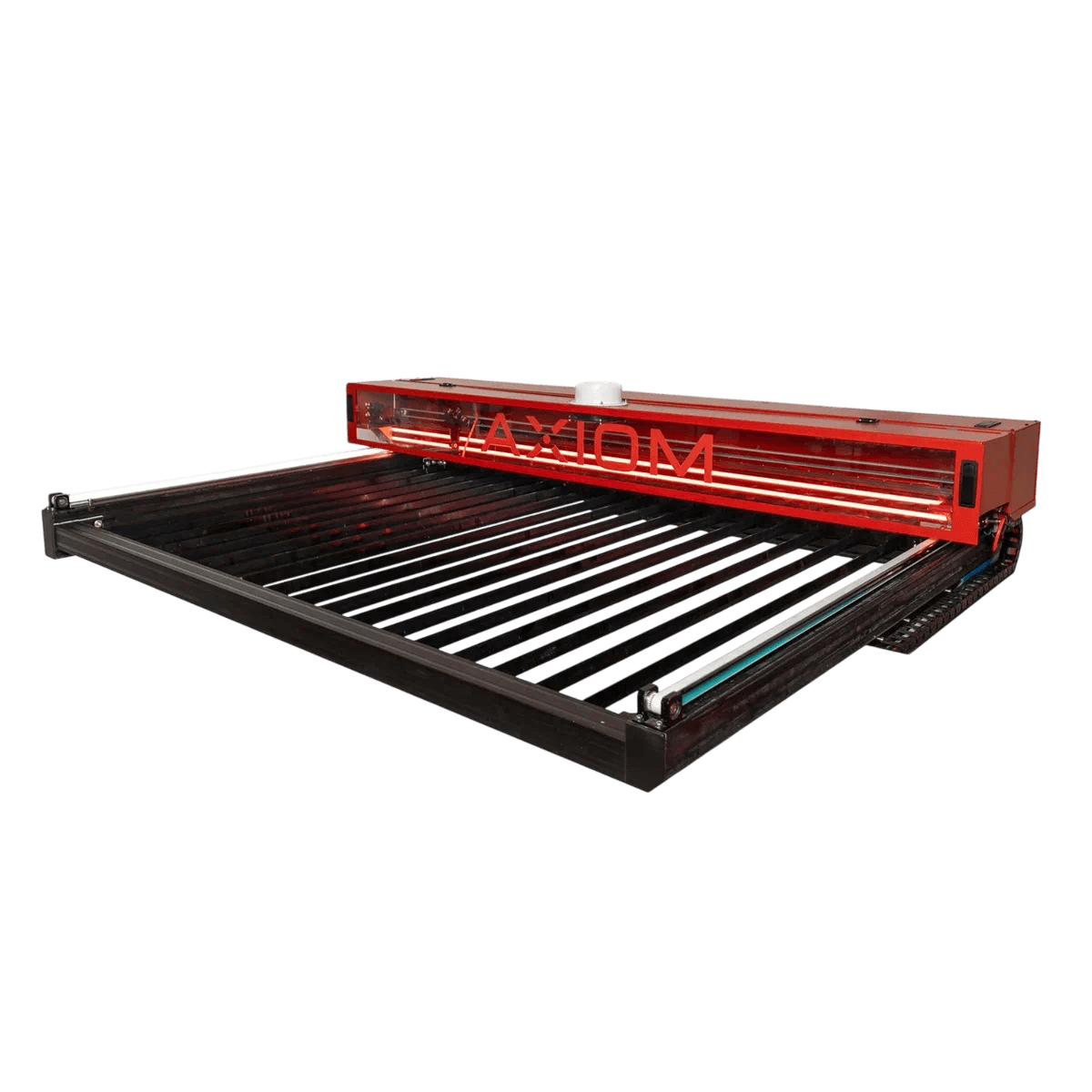
Станкокомплект AXIOM поставляется в частично предсобранном виде – достаточно произвести агрегатную модульную сборку, следуя инструкции. Конструкция рассчитана на стабильную работу в производственных условиях и обеспечивает высокую точность при резке и гравировке различных неметаллических материалов. В базовой комплектации используются только самые надежные комплектующие от проверенных производителей: лазерная трубка COLT RX90, современный контроллер RuiDa с управлением по Wi-Fi и умный блок питания HY-Z80 LaserPWR.
Подробнее о станкокомплекте AXIOM в видеообзоре.
Это очень важный и комплексный вопрос. Для ответа на него мы подготовили максимально подробную статью, в которой указали все, на что стоит обратить внимание при выборе: Как выбрать лазерный станок? (статья).
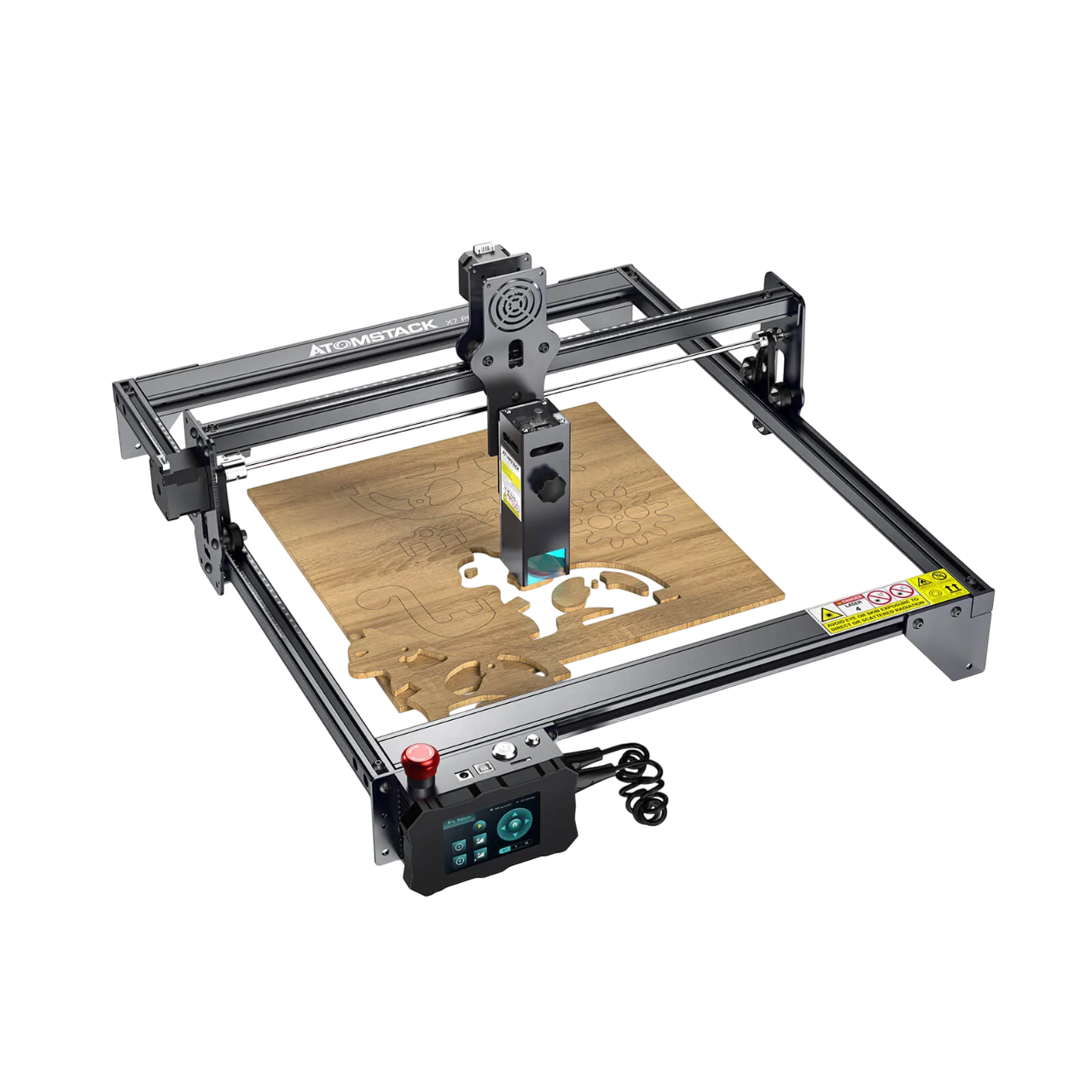
Лазерные станки СО2 применяются для экономичной обработки различных материалов с помощью сфокусированного лазерного излучения. Виды работ принято делить на два варианта: резка и гравировка.
Скорость резки, качество резки и толщина материала напрямую зависят от мощности лазерной трубки, от двигателей и механики лазерного станка, от используемой оптики в станке (линзы и зеркала), от возможности станка держать геометрию корпуса на высоких скоростях, а также от воздушного обдува рабочей области.
Качество гравировки также зависит от мощности лазерной трубки (чем меньше мощность трубки – тем меньше точка гравировки), от системы перемещения головки станка и от рабочего поля станка (на большом рабочем поле пятно лазерного луча будет увеличиваться, и вместе с ним увеличиваться минимальное пятно гравировки).
Возможна резка и гравировка следующих материалов:
Фанера, оргстекло (акрил, плексиглас), пластик, ПЭТ, поликарбонат, дерево, ДСП, МДФ, резина, картон, бумага, кожа и кожзам, изолон, паронит и многое другое.
Кроме того, возможен раскрой ткани, фетра, меха.
Также с помощью лазерного СО2 станка любой мощности можно наносить гравировку на камне и стекле.
А с подачей кислорода и мощной лазерной трубкой (130 или 150 Вт) возможно резка металлов – легированной стали, т.е. нержавейки, толщиной до 3 мм.
На лазерном станке СО2 запрещено обрабатывать материалы, продукты горения которых ядовиты для человека или могут нанести вред конструкции станка.
К таким материалам относятся ПВХ (в том числе самоклеящиеся пленки), винил, тефлон (фторпласт), карбон – для работы с ними лучше выбрать механическую обработку на фрезерных станках или плоттерах.
Варианты рабочего поля станков TAURUS: 1000х700 мм, 1600х1000 мм, 1600х1200 мм и 1600х1600 мм.
Рабочее поле станкокомплекта AXIOM 1600х1000 мм – это популярный формат на пол-листа фанеры, который оптимально подойдет для большинства задач.
Так как мы производим станки сами, то стараемся держать некоторые модели лазерных станков в наличии. Однако чаще всего мы производим лазерные станки под заказ, так как стараемся компоновать станок таким образом, чтобы он максимально отвечал вашим задачам.
В среднем срок производства лазерного станка занимает у нас до 30 календарных дней.
Да. Для Санкт-Петербурга и Ленинградской области наш мастер бесплатно приедет и осуществит пусконаладку, а также ответит на все вопросы по работе станка.
Для других регионов мы можем предложить провести удаленную пусконаладку под нашим контролем или командировать к вам нашего специалиста – однако в таком случае нам нужно будет согласовать с вами расходы на его перелет и проживание.
Лазерные станки представлены в нашем демозале в Санкт-Петербурге. Приезжайте в гости, чтобы лично проверить станок в деле, а если живете в другом регионе — проведем видеопрезентацию с тестами на нужном материале!
На лазерные станки мы предоставляем гарантию 12 месяцев, включая лазерную трубку COLT.
К преимуществам нашей гарантии стоит отнести тот факт, что у нас самый широкий ассортимент комплектующих для лазерных станков в России. Поэтому в случае, даже если со станком что-то произойдет, мы сможем устранить проблему в минимальные сроки!
Отдельно стоит упомянуть, что гарантия не распространяется на фокусирующую линзу и отражающие зеркала лазерного станка – эти элементы являются расходниками.
Если мы говорим о лазерных трубках одинаковой мощности от разных производителей, то отличия могут быть следующими:
Газовая смесь. Как правило, во всех трубках применяется 3-компонентная газовая смесь. Однако, к примеру, а в лазерные трубки COLT закачан 6-компонентный газ.
Габариты. Трубки с аналогичной мощностью чаще всего обладают одинаковыми размерами: длиной и диаметром. Однако некоторые модели на 40, 60, 90 и 100 Вт могут иметь нестандартные габариты. У нас в каталоге для вашего удобства ко всем лазерным трубкам указаны корректные данные по длине и диаметру.
Способ охлаждения выходного зеркала на наконечнике трубки. Здесь возможны два варианта: выходное зеркало может иметь активное водяное охлаждение с прохождением водяного контура через наконечник трубки или же оно может иметь пассивное охлаждение через рассеивание нагрева наконечником. Оба варианта имеют свои плюсы и минусы. При активном водяном охлаждении снижаются требования к качеству сырья выходной оптики трубки, но появляется риск возникновения конденсата на поверхности зеркала. При пассивном охлаждении на оптике не появится конденсат, однако в таком случае выходное зеркало должно быть более высокого качества, чтобы нагрев от лазерного луча не влиял на его геометрию.
Электроды: куда по проводам на трубку приходит ток от блока розжига и откуда выходит. Электроды имеют несколько стандартных вариантов исполнения, от которых зависит удобство установки трубки в станок.
- Винтовое соединение. Применяется, к примеру, на трубках RECI серии W и на трубках COLT. Подключение проводов к трубке осуществляется при помощи намотки оголенных частей проводов на винты в трубке: один на наконечнике трубки для минусового провода, другой для красного высоковольтного кабеля с обратной части трубки.
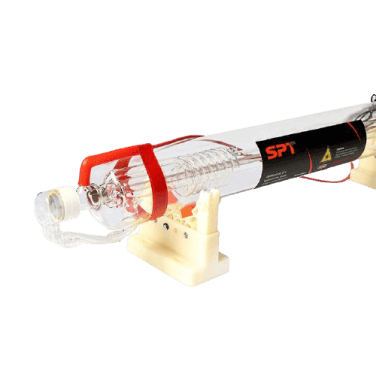
- Припаянные к электродам провода самим заводом изготовителем. Применяется в трубках SPT и Amplight. При таком варианте лазерная трубка уже имеет выведенные провода. Для подключения к блоку питания необходимо сделать скрутку или спайку проводов от трубки с соответствующими проводами от блока питания и заизолировать места соединения. Для изоляции следует использовать специальную высоковольтную изоленту.
- Оголенные электроды. В наше время встречается только у лазерных трубок, изготовленных в Китае недобросовестными изготовителями в кустарных условиях. Для подключения такой трубки к блоку питания станка от вас потребуются навыки пайки. При этом паять следует с большой осторожностью, так как электроды в процессе могут просто отломиться, после чего они не подлежат восстановлению.
- Узлы крепления внутренних стеклянных контуров. Эти различия редко принимаются во внимание, однако именно надежность стеклянных креплений трубки напрямую влияет на вероятность успешной доставки трубки транспортной компанией.
- Ресурс. Заявленный срок службы лазерной трубки является следствием сочетания качества всех составных элементов трубки.
Хорошим показателям ресурса для трубок, мощность которых составляет более 80 Вт, является 10 000 часов. Однако он может быть и выше. Трубки COLT, к примеру, имеют заявленный ресурс 17 000 часов, и мы даем на них гарантию 12 месяцев.
Для лазерных трубок мощностью 40, 50 или 60 Вт большинство поставщиков указывают ресурс в диапазоне от 500 до 3000 часов. Но и для трубок с такой мощностью можно найти надежные варианты. Например, лазерная трубка Amplight-40 имеет ресурс 3000 часов, а лазерная трубка SPT C43 – 4000. 60-ваттная трубка SPT C60 имеет заявленный ресурс 6000 часов.
Самым надежным решением для охлаждения лазерной трубки, конечно же, будет фреоновый чиллер. Он позволит поддерживать температуру воды не выше установленного значения. Однако, если мощность вашей лазерной трубки менее 80 Вт, то может быть целесообразно использовать для охлаждения водяную помпу или воздушный чиллер. Таким образом, вот наши рекомендации по оборудованию для охлаждения:
-
- Лазерные трубки мощностью 40, 50 или 60 Вт. Подойдет водяная помпа или чиллер CW-3000 при низкоинтенсивной работе станка. При высокой загрузке станка лучше использовать чиллер CW-5000.
- Лазерные трубки с номинальной мощностью от 70 до 90 Вт. Следует использовать чиллер CW-5000 или CW-5200.
- Для лазерных трубок с мощностью от 100 до 130 Вт рекомендуем использовать чиллер CW-5200.
- Если мощность вашей лазерной трубки более 150 Вт – используйте модель CW-5300 или более мощный чиллер.
Что касается самой жидкости для охлаждения лазерной трубки – используйте только дистиллированную воду! Не используйте обычную воду или воду с добавлением антифриза. Чистая дистиллированная вода является диэлектриком, а значит высоковольтный разряд от блока розжига будет корректно разжигать газовую смесь трубки. Использование любой другой жидкости может привести к выходу трубки из строя.
Для того, чтобы помочь вам с выбором правильного блока питания под вашу лазерную трубку, мы сняли отдельное видео.
При прочих равных рекомендуем использовать блоки питания умной серии: HY-ESA и HY-Z. Такие блоки продлят жизнь лазерной трубки за счет автоматической подстройки напряжения тока.
Линзы в лазерном станке принято делить на три вида фокусного расстояния: короткофокусные, среднефокусные (универсальные) и длиннофокусные.
-
- Линзы с фокусом 25.4 мм (1”), 38.1 мм (1.5”) – короткофокусные.
- Линзы с фокусом 50.8 мм (2”), 63.5 мм (2.5”) и 76.2 мм (3”) – среднефокусные.
- Линзы с фокусом 101.6 мм (4”) и 127 мм (5”) – длиннофокусные.
Если вам неизвестно фокусное расстояние вашей линзы, воспользуйтесь следующим способом.
Достаньте линзу из лазерной головки, аккуратно возьмите её за края так, чтобы выпуклая сторона линзы была направлена вверх, а под линзу положите лист белой бумаги. Направьте на линзу свет от фонарика. При прохождении через линзу свет будет фокусироваться на листе бумаги в точку. С помощью удаления и приближения линзы от листа бумаги световое пятно на ней будет увеличиваться и уменьшаться – вам нужно найти расстояние, при котором пятно имеет наименьший диаметр. В таком положении замерьте расстояние от линзы до бумаги – оно и будет являться фокусным расстоянием линзы.
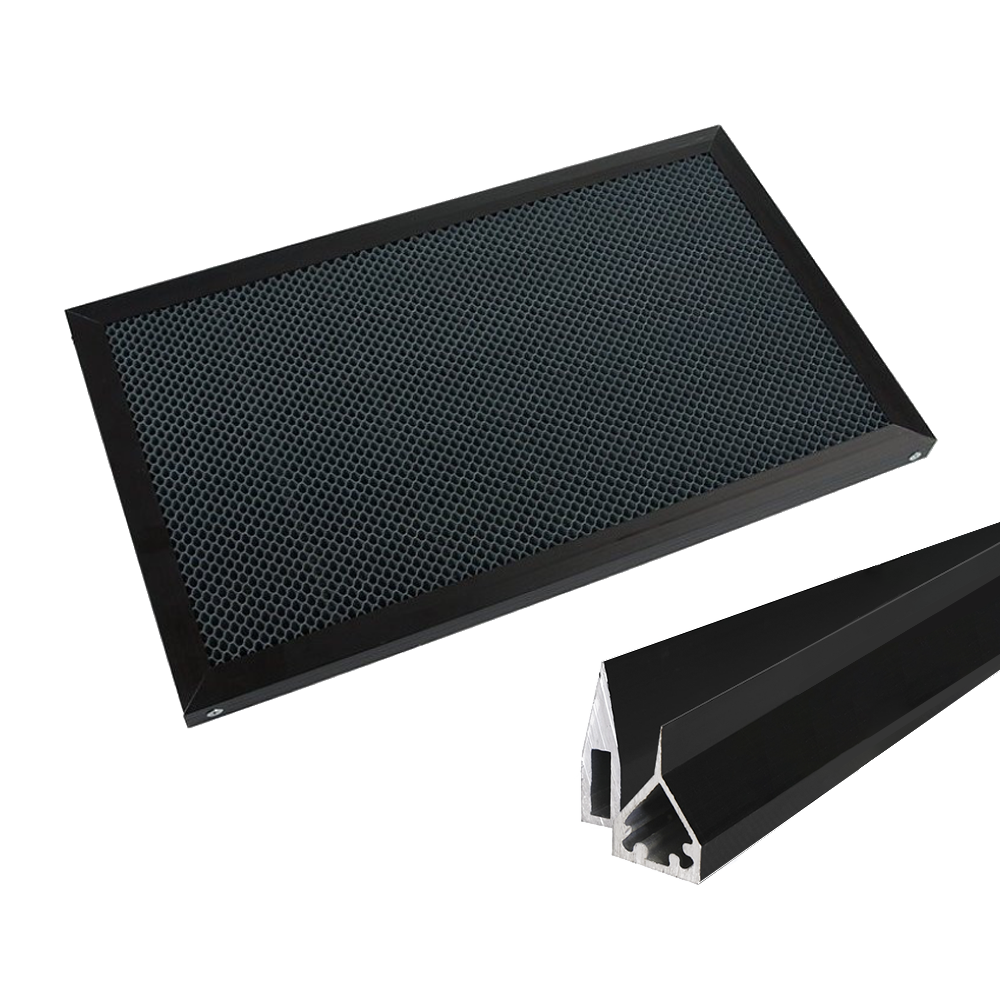
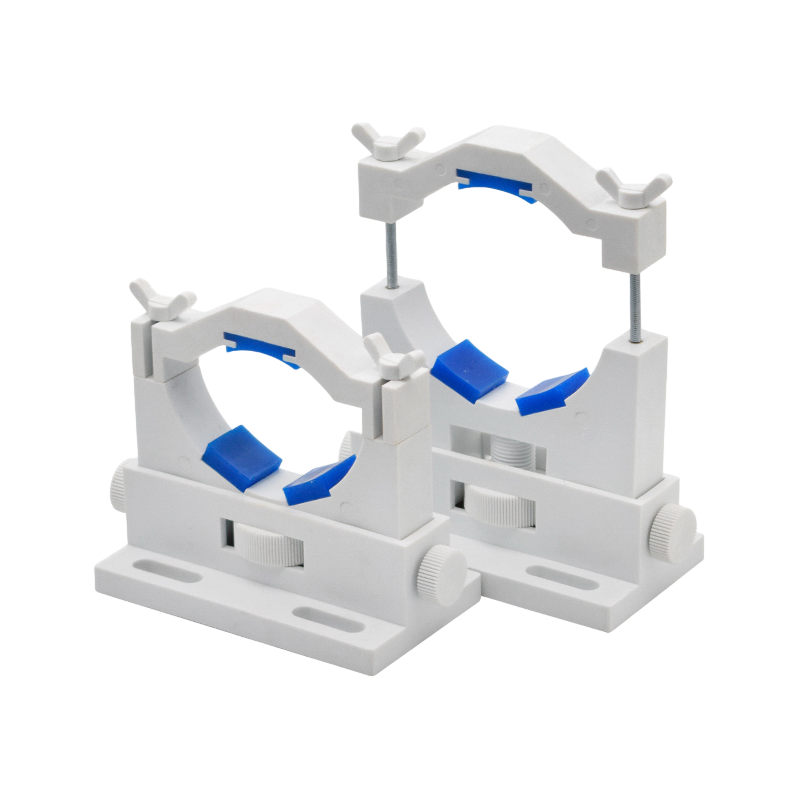
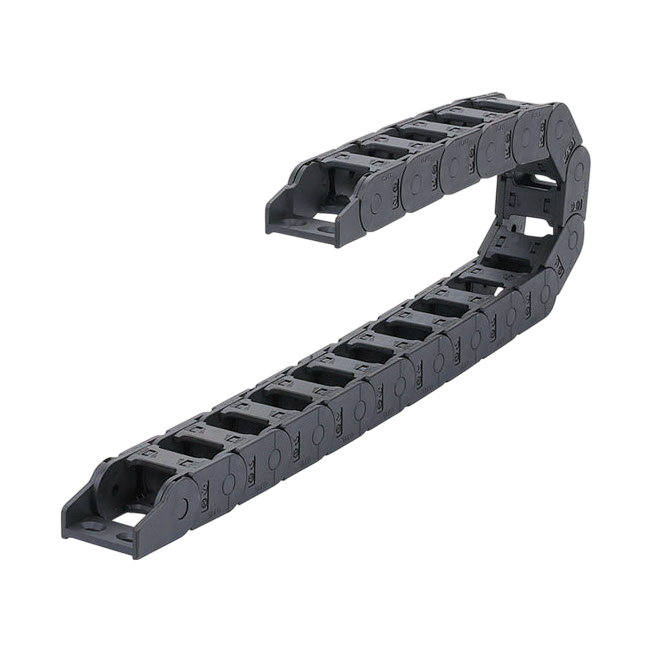
Выбор между сотовым столом и ламелями следует делать исходя из задач, которые стоят перед лазерным станком.
Сотовая панель будет целесообразно использовать для гравировки, для резки мелких изделий или для раскроя мягких материалов (бумага или ткань).
Ламели в свою очередь будут удобнее при раскрое твердых материалов, таких как фанера, акрил и пр.
Контроллеры Ruida и Trocen – это многозадачные контроллеры. Они позволяют в одном рабочем файле поддерживать несколько задач: как резку, так и гравировку на разных скоростях и мощностях. Контроллеры M2 Nano могут выполнять только одну задачу: либо резка, либо гравировка.
Кроме того, контроллеры M2 Nano не могут корректно работать с лазерными станками, рабочее поле которых превышает 600х400 мм. Контроллеры Ruida и Trocen в этом плане универсальны – они могут стабильно управлять как самыми маленькими лазерными граверами, так и широкоформатными станками.
Также все контроллеры отличаются собственным программным обеспечением (линк на страницу сайта с ПО). Для контроллеров Ruida используется RDWorks. Для контроллеров Trocen – LaserCAD. Для системы управления M2 Nano применяется CorelLaser (LaserDRW).
Стоит учитывать, что ошибки и баги встречаются в работе всех контроллеров. Однако наиболее стабильными считаются контроллеры Ruida.
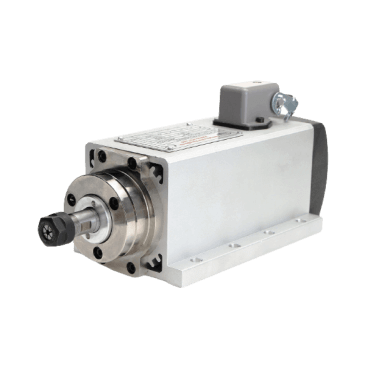
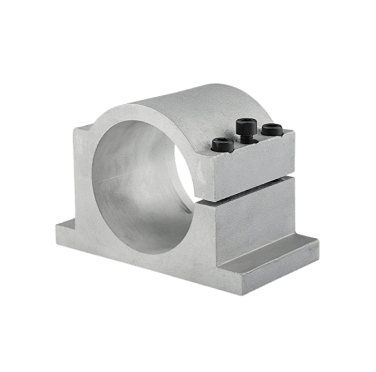
Чаще всего шпиндели выходят из строя из-за перегрева подшипников или их дефекта. Водяное охлаждение будет более надежным решением для охлаждения подшипников шпинделя. К тому же, такие шпиндели тише в работе, нежели шпиндели с воздушным охлаждением. Но шпиндели с жидкостным охлаждением также потребуют и дополнительных затрат на сопутствующее оборудование: необходима магистраль охлаждения и сама система прокачки жидкости (водяной насос или чиллер).
Однако при сравнении шпинделей с равными показателями мощности следует учитывать конкретные типоразмеры установленных подшипников. К примеру, в нашем ассортименте у «квадратных» шпинделей с воздушным охлаждением стоят подшипники большего размера, и, следовательно, такие шпиндели надежнее.
Подбор частотного преобразователя нужно производить, исходя из рабочих параметров шпинделя. Характеристики шпинделя, которые важны для инвертора, всегда указаны на самом шпинделе: или на наклейке или нанесены гравировкой прямо на корпус шпинделя.
Для соответствия инвертора шпинделю необходимо, чтобы инвертор имел то же напряжение питания, что и шпиндель (220 В или 380 В), а также мог подать на шпиндель необходимую силу тока и частоту.
Более стабильными в работе будут DSP-контроллеры RichAuto, но они также будут и дороже. С другой стороны, для контроллеров с системой NC Studio вам потребуется наличие отдельного компьютера (не ноутбука), который всегда будет располагаться в одном помещении со станком. При этом помещение с фрезерным станком редко отличается стерильной чистотой, а значит компьютер с системой NCStudio будет требовать дополнительного внимания на регулярную очистку.