






























Как выбрать лазерный станок?
Друзья, это самая подробная статья в русскоязычном интернете о том, как выбрать лазерный станок СО2. Информация в ней поможет расставить все точки над i в вопросе выбора лазерного станка и позволит избежать множества распространенных ошибок.


Вот о чем пойдет речь:
- Какие бывают лазерные станки СО2?
- Выбираем лазерный станок под конкретную задачу
- Выбираем комплектацию лазерного станка
- Сколько стоит качественный лазерный станок?
- Выбираем поставщика лазерного станка
- Заключение
Какие бывают лазерные станки CO2?
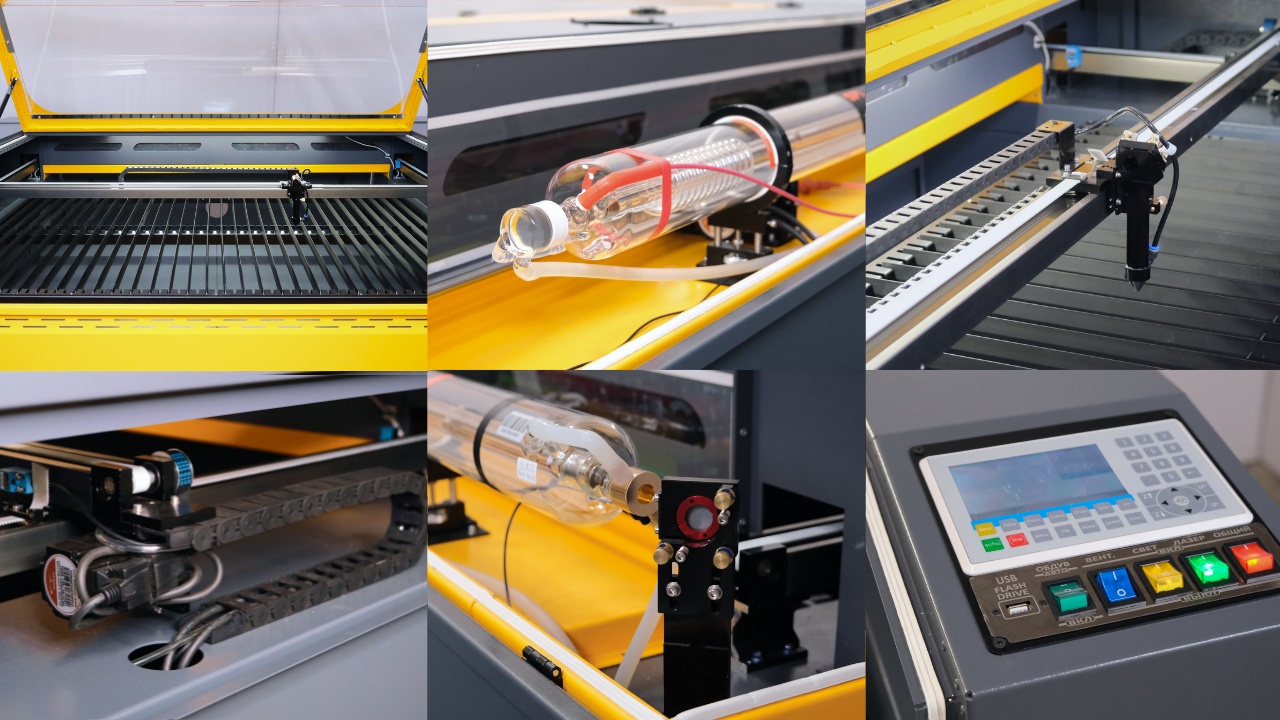
Каждый лазерный станок СО2 включает в себя ряд обязательных элементов:
- стеклянную лазерную СО2 трубку или керамический СО2 излучатель;
- направляющие для перемещения по осям X и Y;
- приводы для управления перемещением лазерной головки по осям;
- систему оптического тракта, включающую в себя держатели зеркал и лазерную головку;
- контроллер управления;
- рабочую поверхность для удержания заготовки.
Это далеко не полный список компонентов станка. К тому же каждый элемент может иметь свои отличия в зависимости от модели лазерного оборудования. Таким образом, важно правильно определить критерии, по которым будем сравнивать многочисленные лазерные станки, представленные на рынке.
Самым значимым признаком, который влияет и на цену станка, и на внутренние комплектующие, является размер рабочего поля. Итак, каких размеров бывают лазерные станки

Лазерный станок CO2 малого формата
Станки малого формата с рабочим полем — 300х200 мм, 500х300 мм, 400х400 мм, 600х400 мм. Станки такого размера можно разместить в компактном производственном помещении, небольшой мастерской, офисе, торговой точке, гараже и даже у себя дома при наличии хорошей вытяжки.
Несмотря на небольшие размеры, эти станки имеют свои преимущества по сравнению со «старшими братьями». Например, станки малого формата обеспечивают более высокое качество гравировки за счет использования лазерной трубки маленькой мощности, которая имеет меньший диаметр пятна луча. Кроме того, небольшие лазерные станки целесообразно использовать для производства штучных изделий или в качестве хобби.
Среднеформатные — в эту категорию можно отнести лазерные станки с рабочим полем 900х600 мм, 1000х600 мм, 1000х700 мм, 1200х900 мм, 1600х1000 мм и 1600х1200 мм. Подобные станки пользуются огромной популярностью благодаря своей универсальности. Размер рабочего поля позволяет раскраивать практически любые материалы с минимальным количеством отходов. А при наличии качественной лазерной трубки и механики можно нанести детализированную гравировку тонкими линиями.

Среднеформатный лазерный CO2 станок TAURUS

Широкоформатный лазерный станок CO2
Широкоформатные — это лазерные станки, рабочая область которых составляет от 1300х2500 мм до 1500х3000 мм. Используются для потокового раскроя листовых материалов на крупных производствах. Имеют заметное отличие от станков меньшего размера – портал с лазерной трубкой на широкоформатных лазерных станках подвижный, а рабочая зона не закрывается крышкой.
На наш взгляд, следующий по значимости критерий выбора лазерного станка – это его тип: для хобби или для бизнеса. Это, конечно, довольно размытая формулировка, но она включает в себя множество составляющих. Более подробно мы разбирали этот вопрос в статье: «Лазерные станки для хобби и для бизнеса: в чем разница?»
Обязательно ознакомьтесь с ней, если хотите узнать больше об отличиях между этими типами станков, а также о том, как недобросовестные поставщики оборудования могут ввести вас в заблуждение.
Ключевой тезис статьи – каждый используемый компонент вплоть до характеристик корпуса влияет на производительность станка, его точность и качество изготавливаемых изделий.
Именно поэтому необходимо четко ответить себе на вопрос: для чего мне нужен станок? (для хобби или для бизнеса). Это позволит в зависимости от цели:
- сохранить приличную сумму денег при выборе лазерного станка;
- выбрать тот лазерный станок, который будет способен обеспечить требуемые объемы производства и работать 24/7.
Выбираем лазерный станок под конкретную задачу
На лазерном СО2 станке мы можем выполнять, по большому счету, только два вида работ – резка и гравировка. Далее вопрос следует рассматривать со следующих точек зрения:
- Толщина материала, которую нужно разрезать;
- Необходимое качество гравировки;
- Количество единиц продукции, выпускаемых за одну смену.
Каждый из этих пунктов требует детального рассмотрения. Однако сперва давайте определим, какие вообще материалы подходят для обработки на лазерном станке СО2. Если коротко – почти все, кроме тех, которые выделяют ядовитые вещества при горении.
Далее мы подробно расскажем о каждом типе материала, который можно резать или гравировать с помощью лазерного станка СО2. И, разумеется, дадим общие рекомендации о том, какие лазерные станки лучше подойдут для работы с тем или иным материалом.
Материалы для обработки на лазерном станке
Фанера
Самый популярный материал для обработки на лазерном станке. Принято считать, что 10 Вт номинальной мощности лазерной трубки будет достаточно для комфортной резки 1 мм фанеры. То есть для резки фанеры толщиной 6-8 мм вам нужен станок с трубкой мощностью 90 Вт. Если же стоит задача резать толстую фанеру толщиной 12-15 мм, выбирайте станок с излучателем 130 или 150 Вт.
Кроме того, необходимо правильно подобрать сорт фанеры для обработки. Лучше всего выбирать сорта 1/1, 1/2 или 2/2. В таких листах наименьшее количество дефектов и сучков – их наличие может привести к тому, что в процессе лазерной обработки фанера не прорежется, и вам придется делать новое изделие.
Между сортами фанеры ФК и ФСФ следует выбирать исключительно ФК. Фанера ФСФ не подходит для производства изделий на лазерном станке. Она годится только для уличных строительных работ, так как в её состав входит ядовитый фенолформальдегидный клей. К тому же фанера ФК лучше режется лазером и имеет более презентабельный внешний вид.
Оргстекло (акрил, плексиглас)
Второй по популярности материал после фанеры для изготовления изделий на лазерном СО2 станке. Возможна резка как тонких листов акрила (1-2 мм), так и толстых (10-12 мм).
Работа с оргстеклом имеет свои особенности. При его обработке особенно важно подобрать правильную силу обдува, чтобы рез получился идеально прозрачным. Подача воздуха потребуется меньше, чем для резки фанеры той же толщины.
Кроме того, нужно подобрать правильную мощность и скорость, чтобы добиться плавной линии реза окружностей и избежать появления едва заметных полос на торцах заготовки – так называемого «монеточного реза».
Что выбрать: литой акрил или экструдированный? Для лазерной резки лучше подойдет литой – рез будет быстрее, ровнее, а едкого дыма меньше. Однако экструдированный акрил дешевле.
Пластик
Большинство пластиков хорошо поддаются лазерной обработке. Тем не менее, как и в случае с оргстеклом, требуется правильно подобрать производительность воздушного компрессора.
Бумага, картон и гофрокартон
Эти материалы отлично режутся даже станками с маломощными лазерными трубками.

Ткань, фетр, войлок, мех
Эти материалы хорошо подходят для раскроя на лазерном станке. При этом не стоит бояться обожженных или обгоревших краев ткани при резке. Такое случается только при неправильно подобранных параметрах скорости, мощности и силы обдува.
Лазерный станок для резки ткани должен иметь соответствующую комплектацию. Так, например, в качестве рабочей поверхности должен использоваться либо сотовый стол, либо конвеерный. Ламели точно не подойдут – ткань будет провисать между ними.
Для выравнивания ткани на рабочей поверхности советуем использовать воздушную систему прижима. Также, для удобной подачи ткани в рабочую зону стоит выбирать станок, у которого установлен держатель для размотки рулонных материалов. Ну и не лишним будет обзавестись мощной вытяжкой для лазерного станка при резке войлока или фетра.
Резина и материал EVA
Резина широко применяется для изготовления печатей. Лазерный луч трубок 40-50 Вт имеет достаточно малый размер в сфокусированном пучке, поэтому при гравировке получаются детализированные символы. Исключение – изготовление гербовых печатей. Для них законом предусмотрены особенные требования.
Резина EVA замечательно прорезается лазерным лучом и также подходит для раскроя на лазерном станке СО2.
Дерево, МДФ, ДСП
На лазерном станке СО2 возможна как резка, так и гравировка.
Металлы
В этой категории для обработки на лазерном станке СО2 наиболее целесообразно использовать легированную сталь. С помощью лазерного СО2 станка можно резать нержавейку толщиной до 0.5 мм без подачи кислорода и до 3-4 мм с подачей кислорода.

При выборе лазерного станка для резки металла стоит учитывать, что комплектация станка должна включать в себя специальную головку с автофокусом по металлам и возможностью перемещения по высоте, специальный контроллер для работы с металлами, а также лазерную трубку с номинальной мощностью минимум 130 Вт. Лучшая марка стали для резки на СО2 лазере – 08Х18Н10. Она же AISI304.
Камень
Обработка натурального камня на лазерном станке СО2 заключается в нанесении гравировки. Резка камня лазером СО2, к сожалению, невозможна.
Для нанесения гравировки подойдет натуральный камень, гранит, мрамор, а также искусственный камень. Стоит учитывать, что для выполнения такой задачи не нужна мощная лазерная трубка. Подойдут даже излучатели мощностью 40, 50, 60, 90 Вт.
Так как заготовки из камня или гранита могут обладать внушительным весом, следует выбирать станок с мощной станиной, которая выдержит заготовку. Другой вариант — можно использовать станки специальной конструкции, у которых отсутствует нижняя часть. В этом случае заготовка подкатывается под верхнюю часть станка, представляющую собой систему направляющих, лазерную головку и лазерную трубку.
Правда нужно понимать, что обработка других материалов на станке с такой конструкцией будет затруднительна. Так или иначе, лазерные станки CO2 для обработки камня имеют большую популярность в сфере изготовления ритуальных изделий и постепенно приходят на смену иглоударным станкам.
Имейте в виду, что лучше всего гравировка будет выглядеть на камне, поверхность которого заранее отполирована!
Кожа, кожзам
Лазерные станки СО2 используются во многих кожевенных мастерских, так как отлично подходят для резки кожи и для нанесения на неё детальной гравировки.
Стекло
Изделия из стекла поддаются гравировке на лазерном станке СО2. Чтобы наносить гравировку на стаканы, бокалы, кубки и т.д., в комплектации лазерного станка должно быть предусмотрено поворотное устройство, а также возможность опустить рабочее поле на высоту этого устройства (15-20 см).
Мы рассмотрели далеко не полный перечень материалов, которые можно обрабатывать на лазерном СО2 станке. Так, например, здесь же можно упомянуть поролон, ПЭТ, пробку, шпон, паронит, пенополистирол и пр. Однако возможности лазерного станка все-таки ограничены, и далеко не все материалы поддаются обработке.
Материалы, которые запрещено обрабатывать на лазерном станке СО2
- ПВХ. При термическом воздействии лазерного СО2 луча выделяется хлор, который является летучим ядом и окислителем. Это означает, что резка ПВХ на лазерном станке СО2 неизбежно приведет к критическим проблемам со здоровьем у оператора станка, а также станет причиной немедленного образования ржавчины на всех внутренних элементах станка. Даже при наличии хорошей вытяжки.
- Тефлон. Также известен как фторпласт. При его обработке на лазерном станке образовывается бесцветный токсичный газ – перфторизобутилен. Даже небольшой объем этого газа смертелен.
- Винил. При его нагреве также выделяются вредные вещества.
Выбираем лазерный станок, исходя из обрабатываемого материала
Если вы уже определились с тем, какой материал будете обрабатывать на лазерном станке, то выбрать конкретное оборудование будет уже проще. Ведь все листовые материалы имеют свои стандартные размеры. Чем экономнее вы будете расходовать материал, тем выгоднее будет ваше производство и тем быстрее окупится лазерный станок.
Например, стандартный лист фанеры имеет размер 1525х1525 мм. То есть, эффективно использовать всю полезную площадь возможно на станках с рабочим полем 1600х1000 мм при наличии отсека для сквозной подачи материала.

Помимо размера рабочего поля тип обрабатываемого материала также определяет выбор конкретных комплектующих в лазерном станке.
Например, для резки фанеры 6 мм без нагара и обуглившегося края реза вам потребуется лазерная трубка мощностью от 90 Вт и безмасляный компрессор с давлением хотя бы 1 атм.
Кроме того, фанера редко бывает идеально ровной – это приводит к непрорезам и браку изделия. Проблему можно решить с помощью живого бесконтактного автофокуса по неметаллам.
С другой стороны, наличие подъемного стола для раскроя фанеры вам не потребуется , так как увеличенную толщину фанеры можно компенсировать ходом тубуса лазерной головки, который есть у многих моделей (не применимо к «золотым» лазерным головкам для линз диаметром 12 или 18 мм).
Что касается других материалов — некоторые нюансы по выбору комплектации лазерного станка СО2 для резки металла, ткани или, например, гравировки камня мы уже отметили выше.
Если вы планируете использовать лазерный станок не только для резки, но и для гравировки, то следует уделить внимание правильному выбору лазерной трубки и механики станка.

Мелкая детализированная гравировка не получится при использовании мощных излучателей – у них пятно луча на выходе составляет более 6-7 мм. Большие станки также подойдут для качественной гравировки только при наличии редукторов (позволяют лучше позиционировать головку относительно заготовки) и серво-шагового привода или сервопривода вместо обычных шаговых двигателей. Таким образом точность и скорость гравировки будет на приемлемом уровне.
Также в станках с большим рабочим полем лазерная головка должна предусматривать установку сопла под короткофокусную линзу, чтобы компенсировать расширение лазерного луча на дистанции. Для станков с маленьким рабочим полем это не так критично, и иногда они могут быть оптимальным вариантом, если вы планируете гравировать на готовых изделиях, а не резать материалы.
Не забывайте и о предельной производительности вашего лазерного станка. Помните, что главная задача коммерческого оборудования – его окупаемость! А значит, лазерный станок выбранной модели должен иметь возможность изготавливать необходимое количество изделий за одну рабочую смену.
На скорость работы в основном влияет мощность лазерной трубки и тип двигателей. Чем мощнее трубка, тем быстрее рез. Что касается типа привода — медленнее всего будут перемещать головку шаговые двигатели, чуть быстрее — сервошаговые двигатели, ну и самые быстрые – серводвигатели. «Срыв» шаговых двигателей без использования редуктора будет происходить уже на скорости около 400 мм/с, сервошаговые смогут развить скорость без потери точности и повторяемости до 700 мм/с, а сервопривод и вовсе позволит преодолеть скорость в честные 1000 мм/с.
Однако мы понимаем, что реалии выбора лазерного станка иногда далеки от идеального бизнес-планирования. В идеальных условиях лазерный станок подбирается под определенную задачу, но в реальности лазерный станок нередко выбирается в качестве универсального многозадачного оборудования, конкретные задачи которого определяются уже после покупки.
Тут и возникает вопрос о том, какой лазерный станок можно считать универсальным. Мы, например, убеждены, что станок TAURUS 1070 Opti 90W является именно универсальным и отвечает требованиям многозадачности. Станок имеет средний размер рабочего поля (позволит обрабатывать большинство материалов), лазерную трубку мощностью 90 Вт (позволит как резать толстые материалы, так и наносить тонкие линии гравировки), серво-шаговый привод (высокая скорость при выполнении любых задач), понятный и простой в освоении русифицированный контроллер RuiDa, клапан автоматического включения подачи воздуха в зону реза и многие другие преимущества.
Выбираем комплектацию лазерного станка
Предположим, что мы уже определились с задачами, предъявляемыми к лазерному станку, а также с размером рабочего поля. Теперь мы можем сравнить похожие модели лазерных станков от разных поставщиков. Все эти модели, так или иначе, будут отличаться комплектацией. Давайте подробно рассмотрим конкретные элементы, то есть основные узлы лазерного станка СО2 – какие они бывают, какие есть плюсы и минусы у того или иного решения.
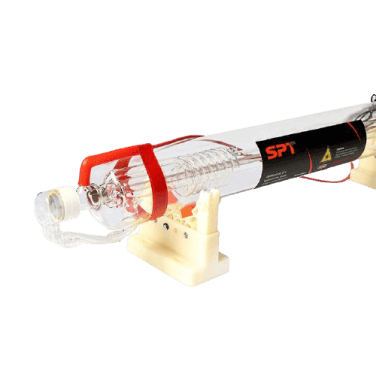
Лазерная трубка
Фундаментальные отличия лазерных трубок и критерии их сравнения мы подробно разбирали в статье «Какая лазерная трубка лучше?». В контексте выбора излучателя вместе со станком нас интересует два критерия – мощность и бренд.

Мощность определяет следующие качественные характеристики:
- Диаметр пятна на выходе из трубки. Чем мощнее трубка, тем шире пятно на выходе. Это означает, что для максимально детальной и тонкой гравировки следует выбирать трубку с наименьшей мощностью. Трубка мощностью 40 Вт с использованием 1-дюймовой фокусирующей линзы при прочих равных всегда позволяет получить более качественный рисунок гравировки, чем трубка 60 Вт, 90 Вт и, тем более, 130 или 150 Вт.
- Длина излучателя. Чем мощнее трубка, тем она длиннее. Размер корпуса некоторых моделей лазерных станков может просто не предусматривать установку лазерных трубок повышенной мощности.
- Скорость резки. Чем мощнее лазерная трубка, тем быстрее мы будем резать тот или иной материал.
- Общая стоимость станка. Более мощная трубка требует более мощного блока розжига, который стоит дороже. Кроме того, такой трубке требуется гораздо более серьезный чиллер. Причем разница в стоимости чиллеров разной холодопроизводительности может быть довольно существенной и достигать десятков тысяч рублей.
Таким образом, к выбору мощности трубки следует подходить разумно. Если выбираете станок с трубкой мощностью от 130 Вт, то вы должны четко понимать, что сможете обеспечить необходимый объем для загрузки такой мощности. Если выбираете станок с трубкой 40, 50 или 60 Вт, то, скорее всего, ваша цель – мелкосерийное или индивидуальное производство. Если ищете золотую середину, то 90-ваттные или 100-ваттные излучатели – оптимальный вариант.
Что касается конкретных брендов для выбора трубки — большинство продавцов, к сожалению, идут по пути наименьшего сопротивления и не берут в расчет пользу для конечного клиента. Что мы имеем в виду? Так сложилось, что самый популярный на рынке бренд лазерных трубок – RECI. Эти трубки вы увидите в комплектации большинства станков. При этом стоимость излучателей RECI всегда гораздо выше, чем у других аналогичных по мощности лазерных трубок. Стоит ли переплачивать? Забегая вперед, можем вас заверить – нет!
К примеру, нам без труда удавалось производить резку фанеры толщиной 4 мм со скоростью 40 мм/с при помощи трубки SPT C90 (90 Вт).
В то же время в интернете вы сможете найти таблицы соответствия скорости и мощности лазерных трубок, где будет указана скорость резки фанеры толщиной 4 мм для трубки RECI W2 (90 Вт) в районе 22-30 мм/с. То есть, на станках TAURUS трубки SPT показывают скорость на 30% выше.
Значит ли это, что трубки RECI плохие, а трубки SPT хорошие? Нет. Все дело в качественной предпродажной проверке и отбраковке излучателей.
Мы ежедневно тестируем трубки с использованием американского и немецкого оборудования и можем уверенно заявить – около 20% всех изучателей на рынке не выдают ту мощность, которую обещает производитель, которая написана на наклейке лазерной трубки и за которую вы заплатили при покупке станка!
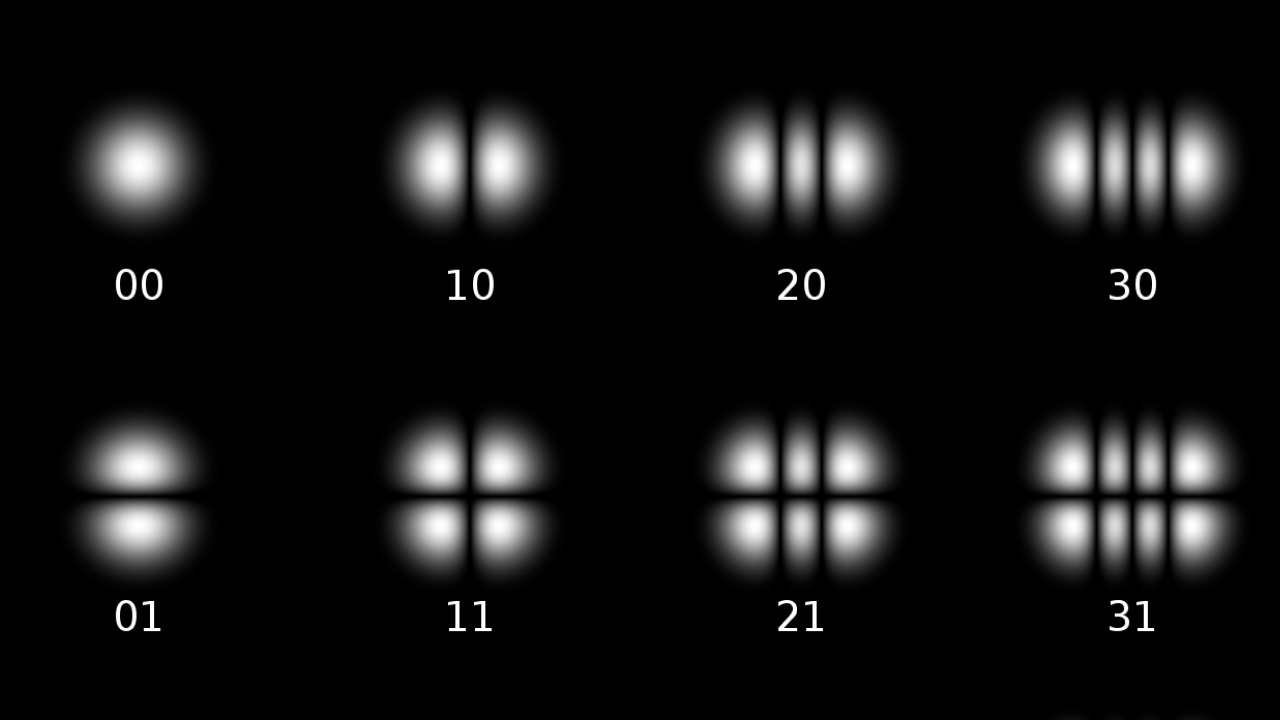
Нередко 100-ваттные трубки на номинальном токе показывают результат 80-90 Вт, а 150-ваттные – 120 Вт. А ведь мощность – это не единственный измеримый параметр качества лазерной трубки. Помимо этого параметра, проверки требует качество моды луча и диаметр пятна. Если мода луча не соответствует значению ТЕМ00, а диаметр пятна увеличен, то лазерная трубка является браком – с таким излучателем скорость работы на станке и качество гравировки будет неудовлетворительным.
Однако из-за отсутствия подобных предпродажных проверок появляются массовые заблуждения относительно реальных скоростей резки и качества разных брендов.
Не бывает хороших или плохих брендов лазерных трубок. Есть только ответственный подход поставщика к предпродажной подготовке или выброшенные деньги на ветер «за именитый бренд».
Если вам предлагают станок с трубкой RECI, убедитесь, что поставщик произведет для трубки все необходимые тесты. Иначе вы просто вслепую переплачиваете за бренд, не имея никаких гарантий.
Высоковольтный блок питания – блок розжига
Самое главное – блок питания должен соответствовать лазерной трубке. Что это значит?
Если вы поищете информацию на эту тему в открытых источниках, то придете к выводу, что мощность блока питания должна соответствовать мощности лазерной трубки. На самом деле, это очень грубый и некорректный вывод.
В реальности блок розжига должен соответствовать таким параметрам лазерной трубки, как номинальная сила тока, сила тока розжига, напряжение тока розжига и напряжение тока удержания. Данные характеристики индивидуальны для разных моделей лазерных трубок.
Важно понимать, что сам по себе факт того, что газовая смесь в трубке разжигается определенным блоком питания, еще ни о чем не говорит. Если выдаваемое блоком питания напряжение превышает рекомендуемое для лазерной трубки, то газ в трубке деградирует в ускоренном режиме. Следовательно, ресурс излучателя расходуется быстрее, и вам гораздо раньше придется менять лазерную трубку.
Вот вам отличный совет – выбирайте те лазерные станки, где установлены блоки питания от таких производителей, как LaserPWR или, хотя бы, MYJG. По этим блокам питания вы сможете, как минимум, найти параметры исходящего тока и сделать выводы о том, какую трубку лучше с ними использовать. Все остальные блоки розжига на текущий момент можно считать «ноунеймами», а значит нет никаких гарантий, что с ними лазерная трубка проживет долго.
Среди всех блоков питания можно выделить явных фаворитов – это блоки питания от компании LaserPWR серий HY-ESA или HY-Z. В чем их главное преимущество? Эти блоки розжига автоматически подстраивают напряжение тока под ту модель лазерной трубки, которую к ним подключили. Это значит, что лазерная трубка всегда работает в оптимальном режиме по напряжению, а это продлевает ресурс излучателя!
Ещё один совет – при выборе лазерного станка поинтересуйтесь у поставщика, отрегулирован ли блок питания по силе тока для лазерной трубки. Каждый блок розжига имеет подстроечный резистор, с помощью которого можно отрегулировать максимальную силу тока, которая подается на лазерную трубку. Только при такой настройке можно быть уверенным, что трубка работает в пределах допустимых значений.

Контроллер лазерного станка
Все системы управления лазерным станком можно разделить на 4 разновидности:
- M3 Nano от LIHUIYU Studio Labs
- RuiDa
- Trocen
- Все остальные. Сюда относим устаревшие Leetro, Topwisdom, PowerCut и пр.
Контроллеры M3 Nano
Дешево и сердито. M3 Nano неспроста является самым дешевым контроллером лазерного станка на рынке. Низкая стоимость обусловлена многими факторами – отсутствием какого-либо дисплея на панели управления, отсутствием внутренней памяти, неудобным ПО. Причем для работы этого ПО вам необходим оригинальный USB-ключ защиты. Взломанных версий ПО просто нет, так что если потеряете флешку, то в любом случае придется покупать новую.
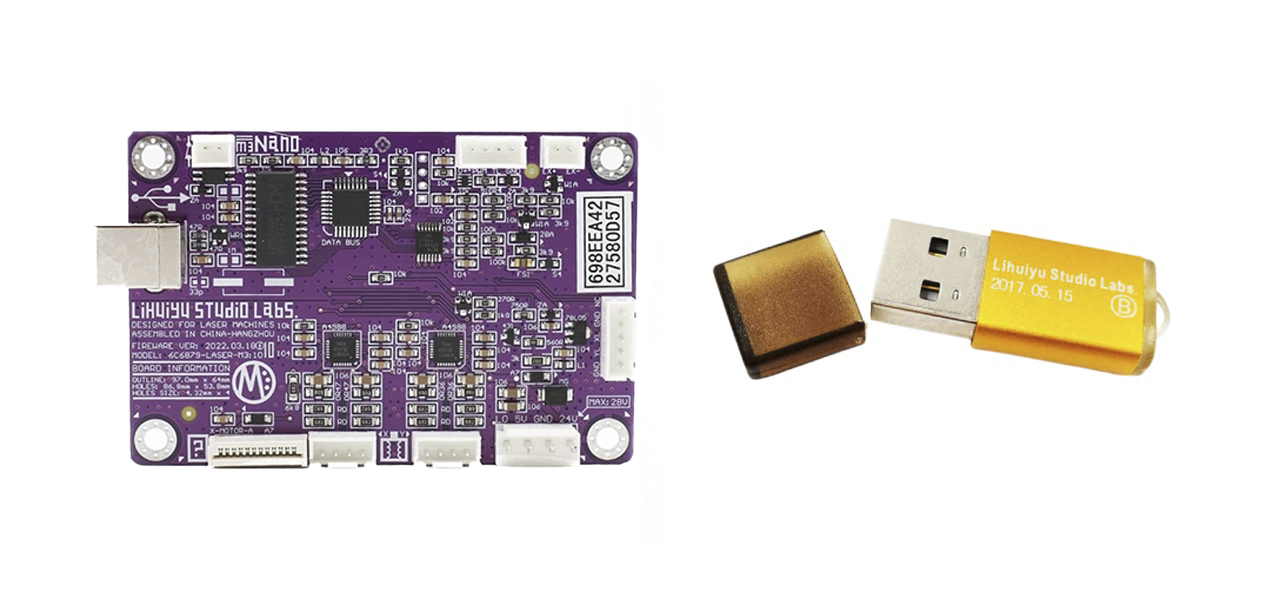
Ну и самая главная «особенность» контроллеров M3 – однозадачность. Это значит, что в одном макете у вас может быть либо резка, либо гравировка. Не очень удобно, ведь большинство макетов включают в себя и то, и другое.
При этом M3 Nano – настолько простая система управления, что даже не требует наличия драйверов. Шаговые двигатели можно подключить напрямую к материнской плате контроллера.
Кстати, учитывайте, что контроллер M3 не подходит для лазерных станков с рабочим полем выше, чем 600х400. Больший размер рабочего поля он будет некорректно воспринимать и постоянно глючить.
Контроллеры RuiDa
На сегодняшний день это наиболее популярная и стабильная в работе система управления лазерным станком. Включает в себя все, что необходимо для полноценной работы. Дисплей с отображением процесса работы в реальном времени, многофункциональное ПО, мультизадачность, встроенная память, отсутствие критических багов и ошибок в работе, поддержка русского языка.
К тому же программное обеспечение получает постоянные обновления, а высокая популярность контроллера среди пользователей позволяет быстро найти нужную информацию в случае возникновения тех или иных вопросов. Пожалуй, контроллеры RuiDa – это лучший выбор для любого лазерного станка.

Контроллеры Trocen
Контроллеры Trocen по сути являются более дешевым аналогом RuiDa. По сравнению с контроллерами М2, Trocen, конечно, сильно выигрывает, ведь имеет и цветной дисплей с отображением статуса работы, и поддержку многозадачности, и довольно широкие возможности внутри своего ПО LaserCAD.

Но вот в сравнении с RuiDa у Trocen нет никаких преимуществ кроме цены. При этом разница в стоимости этих контроллеров незначительна, особенно в рамках общей стоимости готового станка.
Другие контроллеры лазерных станков СО2
Кроме вышеупомянутых систем управления при выборе лазерного станка вы можете встретить и другиие контроллеры: Leetro, Topwisdom, Powercut и другие. Все они являются устаревшими. Функционал программного обеспечения этих систем управления неудобен и не отвечает современным пользовательским требованиям.
К тому же такие контроллеры не могут похвастаться стабильной работой, а значит с ними вы будете часто отвлекаться на решение каких-то проблем и исправление багов.
Тип направляющих
Наиболее популярны направляющие двух видов: цилиндрические (круглые) и профилированные (квадратные).

- Цилиндрические рельсы подойдут для станков с небольшим рабочим полем. Такие направляющие могут обеспечить высокую скорость и низкую цену. Однако они не отличаются надежностью и высокой точностью. Каретка круглых направляющих всегда имеет люфт, а на больших отрезках круглые валы могут и вовсе незначительно прогибаться – этого будет достаточно, чтобы сделать юстировку невозможной.
На наш взгляд, круглые рельсы нужно применять только в станках с рабочим полем от 300х200 до 500х300 мм. В станках с рабочим полем от 600х400 мм лучше все же поискать профилированную рельсу – хотя бы по оси X.
- Профилированные или квадратные рельсы в отличие от круглых более износостойкие и позволяют обеспечить лучшую точность позиционирования. Это происходит за счет формы рельсы и каретки. Каретка на профилированной рельсе имеет больше точек контакта, что снижает вероятность появления люфтов. В дополнение к этому, сама профильная направляющая крепится к балке равномерно по всей длине – провисания невозможны.
Даже если вы решили выбрать станок на профильных направляющих, все равно отнеситесь внимательно к покупке и проверке оборудования. Многие продавцы пытаются выдать профильные рельсы на своих станках за известные бренды – HIWIN или PMI. К сожалению, большинство этих рельсов не имеют никакого отношения к тайваньским производителям, пусть даже на них и присутствует соответствующая маркировка.
Оригинальные тайваньские рельсы HIWIN или PMI действительно будут обеспечивать высокую точность станка, хорошую скорость, а также повторяемость и стабильность. Но неоригинальные, поддельные или просто дешевые профильные рельсы могут иметь дефекты в геометрии и даже в твердости того материала, из которого они изготовлены. Это приведет к проблемам при эксплуатации станка и быстрому износу.
Также должны вас предупредить об одной особенности профильных направляющих – на прямоугольных рельсах обильно скапливаются нагар и продукты горения, которые впоследствии попадают под каретку. Это может стать причиной появления люфтов или снижения точности позиционирования. Не забывайте регулярно протирать рельсы от осадков и налипаний, а также регулярно их смазывайте.
Кроме цилиндрических и профилированных рельсовых направляющих для лазерных станков применяются и другие. Например, самый дешевый тип направляющих – роликовые с пластиковыми колесиками. Это решение целесообразно исключительно для станков с рабочим полем 300х200 мм и только если ваша цель – хобби или обучение. Все-таки пластиковые колесики не смогут обеспечить стабильную точность для выпуска полноценной продукции. К тому же они очень быстро изнашиваются и требуют замены.
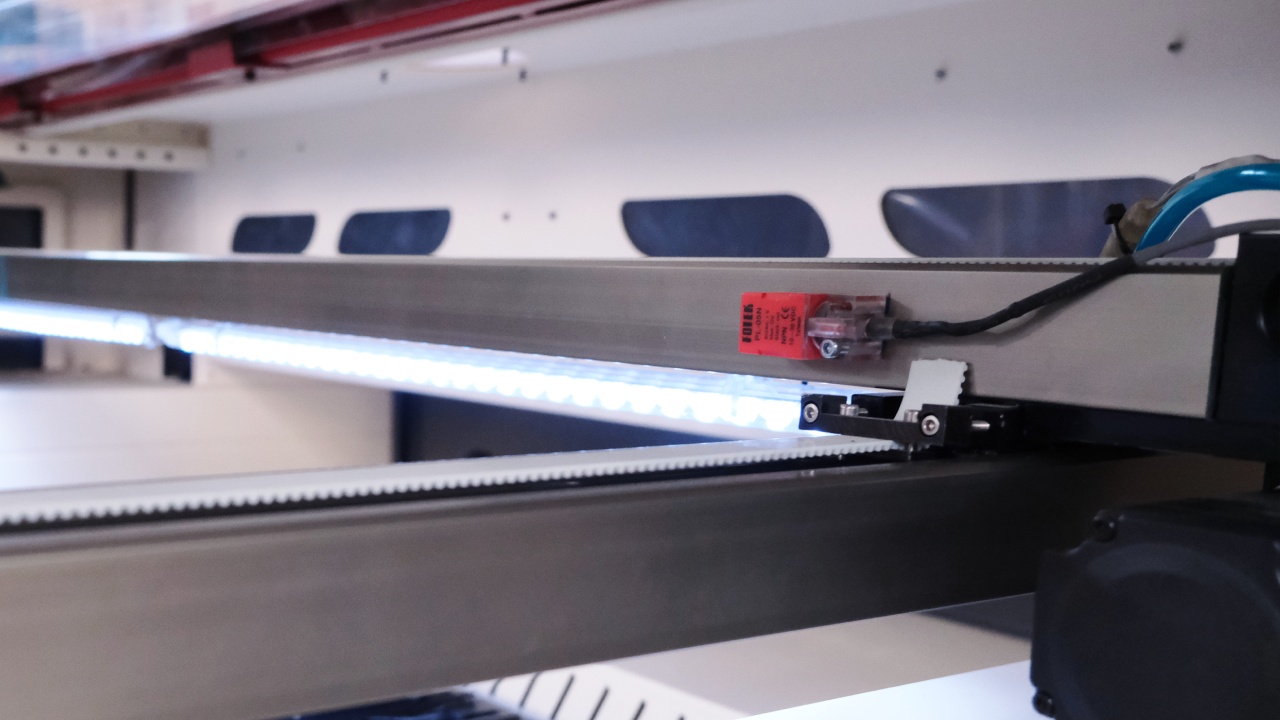
Кроме того, существуют специальные высокоскоростные и высокоточные модули перемещения, которые применяются в лазерных станках профессионального уровня. Такие модули рассчитаны на высокие нагрузки и имеют множество конструктивных преимуществ относительно других типов направляющих.
К примеру, нижняя часть ремня спрятана внутри модуля – это снижает количество оседающих продуктов горения, а значит меньше шанс того, что в ответственный момент ремень проскользнет через зубчики шкива.
Также у таких модулей отсутствуют проблемы с геометрией и пригибаниями. Принцип работы этого типа направляющих заключается в том, что внутренние стенки модуля имеют специальный конструктивный рисунок из пазов, по которым на хромированных износостойких роликах перемещаются каретки модуля. Использование в лазерном станке таких модулей перемещения позволяет добиться высокой скорости без потери точности и надежности.
Стоит упомянуть и о том, что в качестве направляющих могут использоваться ШВП. Например, в наших станках TAURUS 1612M для резки металла по оси Y установлены именно ШВП с обоих сторон, а также двигатель к каждому отдельному винту. Это позволяет сильно прибавить точность, что особенно важно для лазерных станков по металлу с учетом увеличенного веса лазерной головки по сравнению со стандартной.
Ремни лазерного станка СО2
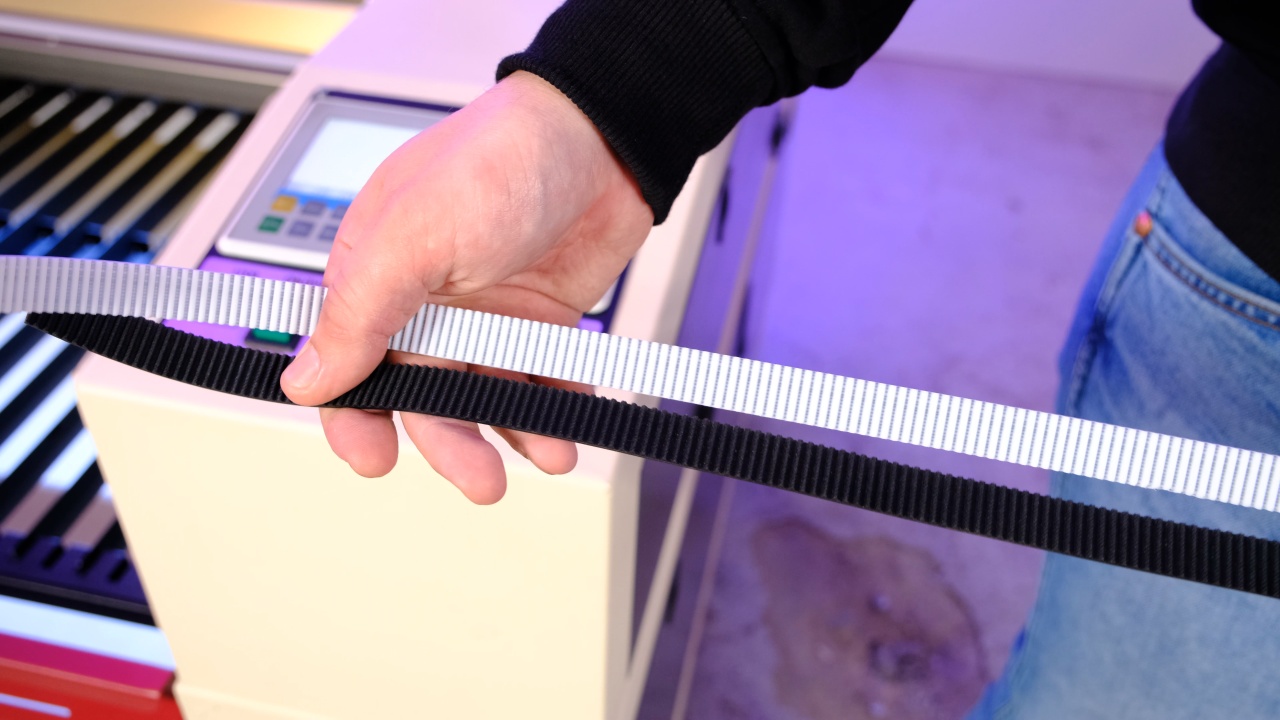
Приводные ремни по осям перемещения лазерного станка могут отличаться по типу зубьев, по материалу изготовления и по наличию армирования.
По типу зубьев наибольшее распространение получили ремни MXL и 3M. Ремни MXL имеют трапецивидный зуб, ремни 3М – полукруглый зуб с шагом между центрами вершин зуба 3 мм. Любые ремни рано или поздно необходимо подтягивать, а иногда и полностью менять. Свой ресурс также имеют и шкивы, которые отвечают за перемещение. Тип их зубьев также совпадает с ремнем. Поэтому по возможности лучше выбирайте ремни типа 3М. Такие ремни и шкивы к ним гораздо проще найти в наличии.
Важно: ремни с разными типами зубьев не взаимозаменяемы!
Ремень может быть изготовлен из двух типов материла – резины или полиуретана. Резиновые ремни дешевле, но растягиваются гораздо быстрее полиуретановых. Таким образом, если вы не хотите постоянно подтягивать ремни и вам нужна стабильная точность станка – выбирайте полиуретановые ремни. Зачастую они отличаются от резиновых цветом. Резиновые – черные. Полиуретановые ремни лазерного станка – белые.
На качество ремня также влияет наличие армирования. В основном, армирование ремня выполняется при помощи стекловолокна или же металлического корда. Ремни с металлическим кордом реже растягиваются, но имеют меньший диаметр изгиба.
Следовательно, они могут быть не применимы во многих маленьких станках, где используются шаговые двигатели типоразмера NEMA17 и шкивы малого диаметра.
Тип двигателей лазерного станка
Расположим приводы лазерного станка в порядке возрастания точности, скорости и надежности: двухфазные шаговые двигатели, трехфазные шаговые двигатели, серво-шаговые двигатели, серводвигатели.
При этом в современных станках разница между двухфазным двигателем и трехфазным может быть нивелирована использованием качественного драйвера с высокой возможностью дробления шага. Поэтому, если вы выбираете именно между этими типами двигателей, то лучше берите двухфазные. Конечно же с учетом того, что и двигатель, и драйвер будут качественными – Leadshine, YAKO, JMC или We-iTech.
Берегитесь подделок: оригинальные двигатели и драйверы всегда имеют серийный номер, а также отличительные элементы защиты, по которым вы сможете убедиться в их подлинности! К сожалению, подделками на Leadshine просто заполонен китайский рынок.
Кстати, другое преимущество двухфазного двигателя и драйвера относительно трехфазного – его цена и доступность на российском рынке. Учитывайте, что рано или поздно эти элементы выходят из строя и требуют замены. В таком случае заменить трехфазный привод будет не просто: и цена будет кусаться, и в наличии очень сложно найти.
Что касается серво-шаговых или серводвигателей, то их основное отличие от обычных шаговых двигателей – это наличие обратной связи. Что это значит? В обычном шаговом двигателе передача сигнала происходит только от драйвера к двигателю. Драйвер подает команду на двигатель о том, сколько оборотов должен сделать его вал, но обратную информацию драйвер не получает. Следовательно, и контроллер лазерного станка не имеет данных, на сколько в реальности переместилась каретка станка.
Это отрицательно сказывается на точности. Серво-шаговые двигатели и серводвигатели, в свою очередь, подают обратный сигнал на драйвер с информацией, выполнена ли команда драйвера или же произошла какая-то ошибка, требующая моментального пересчета значений или корректировки.
Тут все просто – если вам предлагают лазерный станок, в котором держатели трубок выполнены из полос нержавейки с кусками резины в качестве уплотнителя – это повод задуматься. Ведь такая экономия абсолютно не оправдана. С подобными кронштейнами вам будет неудобно менять лазерную трубку. А для производителей станков разница в цене между такими кронштейнами и любыми другими нормальными – копеечная.
Такие показатели доступны только серво-шаговому приводу. Еще более высокую скорость – более 1000 мм/с – позволит развить полноценный сервопривод, но это ощутимо отразится на цене станка.
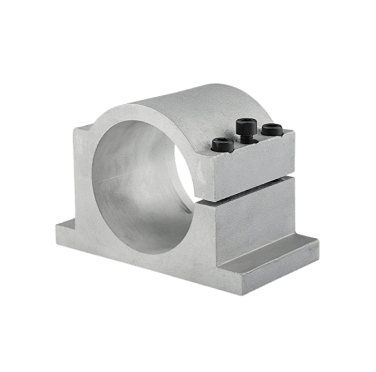
Лазерная головка и держатели зеркал
Если вы присматриваете маленький станок, то выбирайте такие крепления зеркал в станке, которые позволяют выполнять полноценную юстировку. Оптимальный вариант лазерной головки — с закрытым корпусом и специальным отверстием для подачи воздуха. Дело в том, что на рынке можно встретить станки, в которых лазерная головка представляет собой либо просто кронштейн для зеркала и линзы, либо в головке может отсутствовать возможность подведения шланга от воздушного компрессора.
Если вы выбираете станок с рабочим полем от 600х400 мм, то вам будут зачастую доступны два варианта. «Облегченная» механика с головкой под линзу диаметром 18 мм и зеркалами диаметром 20 мм, и «надежная» механика с головкой под линзу D20 и кронштейны под зеркала D25. Отличаются эти варианты, как нетрудно догадаться, надежностью и стоимостью.

Кроме того, полноценная головка под линзу диаметром 20 мм позволит с помощью сменных сопел использовать линзу с разными фокусными расстояниями. А сама такая головка имеет свободный ход по высоте. Это почти всегда позволит компенсировать изменение в толщине материала без применения подъемного стола.
Тип концевых датчиков
Для того, чтобы система управления лазерным станком обладала корректными данными о размере рабочего поля, по обоим осям X и Y должны быть установлены концевые датчики. Именно их срабатывание при контакте с лазерной головкой определяет нулевую координату рабочей зоны.
Концевые датчики в лазерном станке могут быть механическими нажимными или индуктивными бесконтактными. Механические датчики гораздо дешевле, но более уязвимы к налипанию продуктов горения, возникающих при лазерной резке. Таким образом, иногда они могут срабатывать некорректно и лазерный контроллер будет получать ошибочные данные о положении лазерной головки.

В любом случае использование механических концевиков разумно только в тех станках, которые не планируется использовать в режиме потокового производства. Ведь у датчика также есть свой рабочий ресурс по количеству срабатываний.
Индуктивные датчики более надежны хотя бы потому, что не требуют непосредственного соприкосновения с головкой для срабатывания.
Кроме концевиков по осям X и Y в лазерном станке может быть установлен концевой датчик для механизма подъемного стола. Вещь строго обязательная при наличии этого самого подъемного стола. Иначе есть вероятность, что оператор по ошибке опустит раму стола слишком низко и заденет элементы днища станка, а также нарушит геометрию рамы, или же наоборот – поднимет слишком высоко, а это приведет к деформации головки.
Однако при всей очевидной необходимости этого датчика, в китайских станках он встречается далеко не всегда, поэтому обратите на это внимание.
Также в станках довольно редко встречается концевой датчик, срабатывающий при открытии крышки. Он блокирует розжиг лазерной трубки, если крышка рабочей зоны не закрыта. Элемент в целом полезный с точки зрения безопасности оператора, но не все же строго обязательный.
Вытяжка лазерного станка
Системы вентиляции лазерного станка можно разделить на две категории: встроенный в корпус станка вентилятор и отдельно стоящая вытяжка-улитка. Главное здесь понимать, что встроенного вентилятора никогда недостаточно для дымоудаления!
Производительность встроенного вентилятора в десятки раз отличается от производительности даже самого слабого отдельно стоящего центробежного радиального вентилятора.
Таким образом, для любого лазерного станка необходимо предусмотреть хорошую систему вытяжки. Если говорить о каких-то общих рекомендациях, то для станков с рабочим полем до 600х400 в среднем хватит вытяжки мощностью 370 Вт, для станков 900х600 — 550 Вт, для станков 1600х1000 – 750 Вт или 900 Вт.

Говоря об устройстве вентиляции лазерного станка, стоит упомянуть, что само направление дымоудаления внутри корпуса станка может быть организовано по разному. В большинстве случаев вентиляционный выход расположен в нижней задней части станка, изредка – снизу сбоку. Существенной разницы между такими решениями нет.
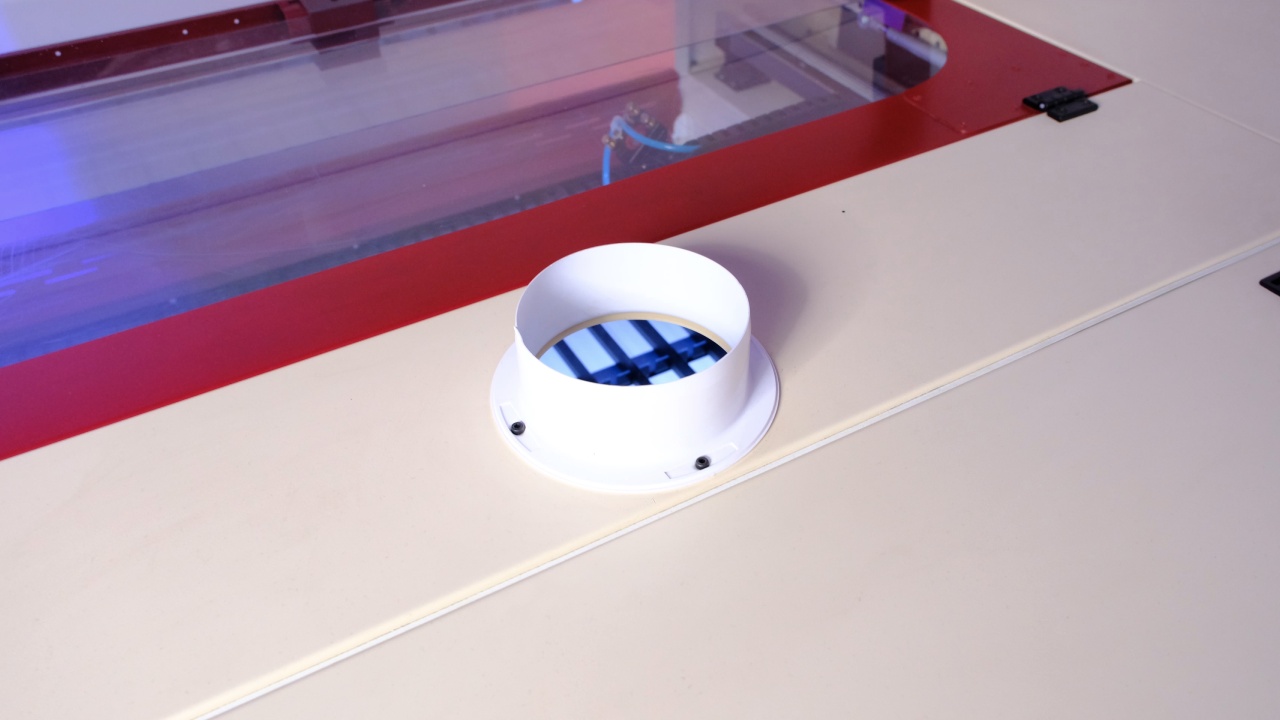
А вот дополнительный вентиляционный выход в верхней части станка может быть очень полезен, хоть и практически никогда не встречается в китайских лазерных станках. Дело в том, что когда мы режем материал насквозь, то через образовавшееся отверстие дым спокойно уходит в нижнее вентиляционное отверстие.
Однако во время гравировки весь дым поднимается наверх, оседая на механических элементах станка и оптике. В таком случае именно наличие верхней вытяжки позволяет быстро удалить дым из рабочей зоны.
К примеру, в наших лазерных станках TAURUS предусмотрено два выхода для вытяжки – сверху и снизу. Это универсальное эффективное решение для любых задач!
Также при организации вытяжки лазерного станка обратите внимание на гофрированные воздуховоды, которые идут в комплекте. Они должны быть не обычные вентиляционные, а специальные огнестойкие!
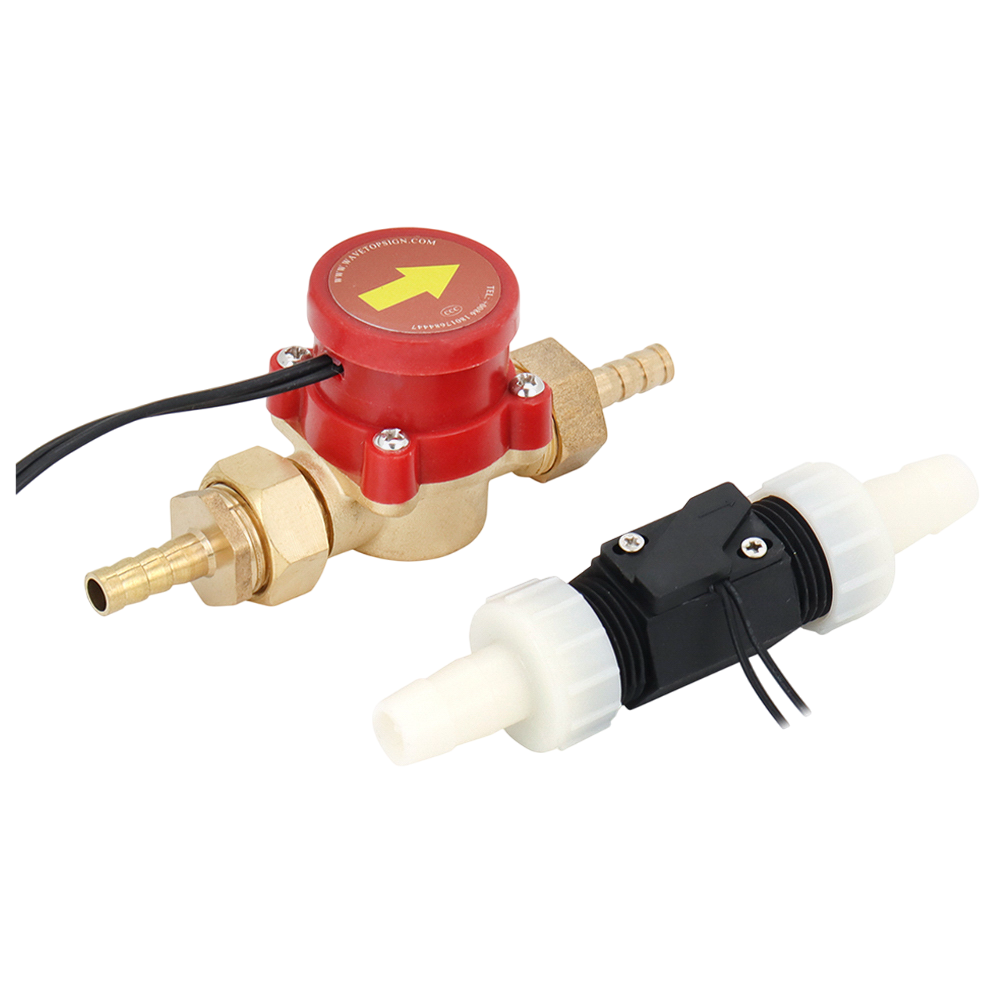
Датчик протока воды
Датчик протока воды можно смело назвать самой полезной мелочью лазерного станка СО2. Стоит копейки, а пользы может принести на десятки тысяч рублей! Именно поэтому отсутствие датчика протока в комплектации станка – явный признак, что производитель решил экономить буквально на всем, и такой станок вряд ли заслуживает вашего внимания.

В чем принцип работы датчика протока? Лазерной трубке необходима постоянная циркуляция охлаждающей жидкости для поддержания стабильной рабочей температуры. При отсутствии протока жидкости газ в лазерной трубке быстро перегреется, что приведет к образованию внутренней трещины и выходу излучателя из строя. А лазерная трубка – это самый дорогой расходник лазерного станка, стоимость которого составляет в среднем от 20 до 40 тысяч рублей.
Датчик протока ставится в разрыв шланга, идущего от системы охлаждения к лазерной трубке. Если проток жидкости вдруг прекратится, то датчик разомкнет цепь и подаст принудительный сигнал на блок розжига – он остановит подачу тока на лазерную трубку и спасет её от перегрева.
Наличие этого датчика внутри лазерного станка также о многом может сказать. Единственное правильное положение – в разрыв шланга охлаждающей жидкости на выходе из лазерной трубки. Если же датчик стоит в разрыве шланга, по которому вода поступает в излучатель, то наличие протока в этой зоне еще не гарантирует наличие протока в трубке — шланг может просто слететь со штуцера!
Рабочая поверхность лазерного станка
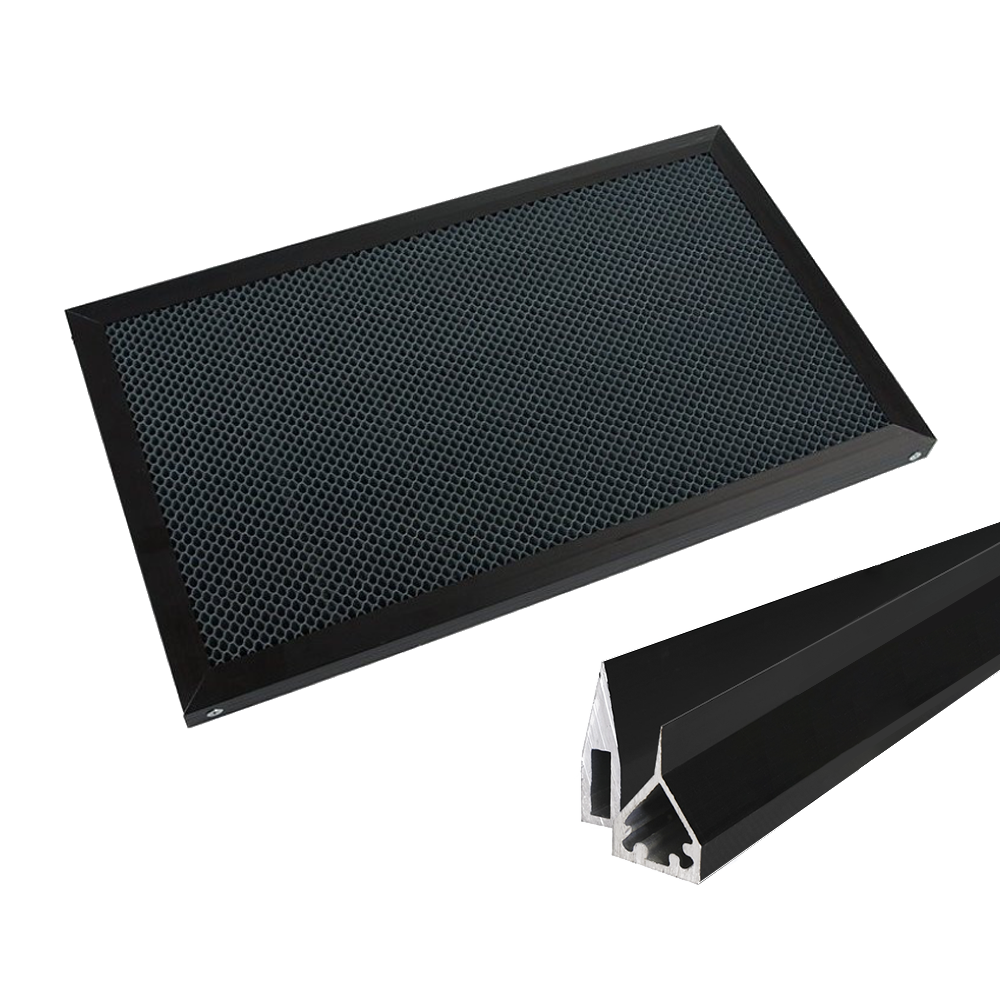
Есть два основных типа рабочей поверхности для лазерного станка: сотовый стол и ламели.
Сотовый или ячеистый стол

Будет полезен для резки мелкий деталей, гравировки или раскроя мягких материалов, например, ткани или бумаги. Все благодаря тому, что сотовый стол имеет ровную поверхность и малый диаметр ячейки (всего около 8-9 мм) — это позволяет равномерно поддерживать любые материалы, при этом мелкие изделия не провалятся на днище станка.
К недостаткам сотового стола стоит отнести неудобство в обслуживании, особенно при обработке пластиков. Ячейки сотовой панели забиваются нагаром и их приходится тщательно отмывать и прочищать.
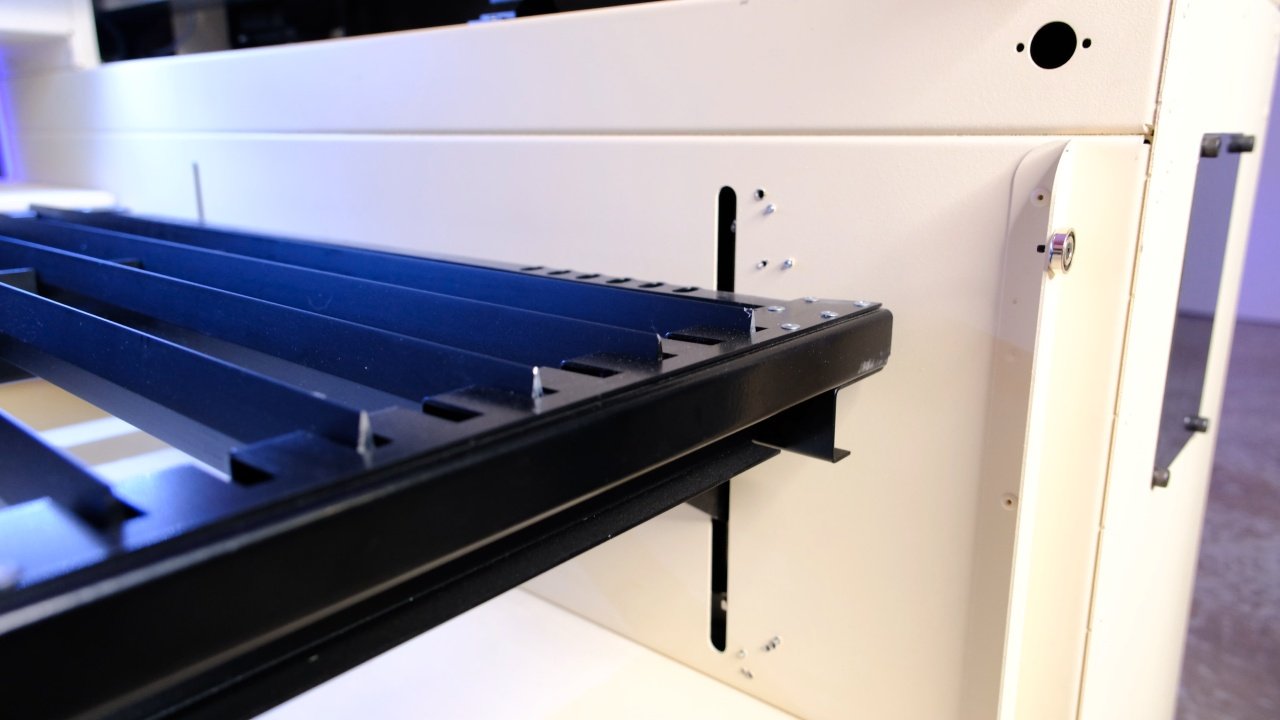
Ламелевый стол

Ламели гораздо проще в обслуживании и очистке, чем сотовый стол. И их, пожалуй, можно назвать базовым решением в качестве рабочей поверхности для большинства задач и типов материалов. Исключение – ткань, которая будет провисать между ламелями.
Ещё один важный момент — обратите внимание на способ установки ламелей в лазерный станок. Если ламели крепятся только по крайним точкам, то высока вероятность того, что они будут дребезжать во время быстрого перемещения головки. Вибрация передастся на материал и отразится на качестве готового изделия. Надежная фиксация ламелей обеспечивается только наличием трех удерживающих точек – по краям и по центру.
Отдельно можно выделить конвеерный тип рабочей поверхности лазерного станка. Он представляет собой некую металлическую сетку. Предназначение у такого стола очень узкое – это поддержка ткани и её подача в рабочую зону лазерного станка СО2.
Подъемный стол
Механизмом подъема и опускания рабочего стола обладает далеко не каждый лазерный станок. Давайте разберемся, насколько это необходимая опция.
Само наличие подъемного стола удорожает комплектацию на 20-40 тысяч рублей, что может составлять до 10% стоимости от всего станка. При таком раскладе выбирать подъемный стол по принципу «лишь бы был» – не лучшая идея. Все-таки, как и все другие элементы лазерного станка, наличие подъемного механизма должно соответствовать тем задачам, которые вы планируете выполнятьКак мы уже говорили, свободный ход тубуса лазерной головки под диаметр линзы 20 мм составляет около 4 см. Этого достаточно для компенсации толщины большинства листовых материалов.
В свою очередь, глубина опускания рабочего стола, как правило, составляет около 200-250 мм. Значит, подъёмный стол будет необходим при следующих условиях:
1
Вам необходимо резать очень толстые материалы. Например, поролон с использованием длиннофокусной линзы.
2
Вам необходимо гравировать на готовых изделиях. К примеру, на крышках готовых неразборных шкатулок или на поверхности корпуса гитары.
3
Вы собираетесь обрабатывать цилиндрические изделия с помощью поворотного устройства. Чтобы разместить подобное устройство в рабочей области лазерного станка, вам, конечно, потребуется сперва опустить рабочую поверхность.
Как видите, подъемный стол действительно необходим только для выполнения достаточно редких и специфических задач. И, как показывает практика, за механизм подъёмного стола вряд ли стоит переплачивать при наличии хорошей лазерной головки с возможностью регулировки тубуса по высоте.
Если же вы все-таки решили приобретать лазерный станок с подъемным столом, то обратите внимание на то, какой тип направляющих заявлен поставщиком. Дело в том, что все известные нам станки на рынке имеют тип передачи «винт-гайка», но при этом продавцы станков упорно указывают это как «ШВП». В реальности между этими системами перемещения много различий. ШВП, конечно, гораздо надежнее, чем винт-гайка, но и гораздо дороже.
Кроме того, обратите внимание, из какого материала сделаны сами винты. Если винты из нержавеющей стали – отлично. Если видите обычные черные винты – будьте уверены, что из-за агрессивной среды рабочей зоны уже через полгода на них появится ржавчина.
Еще в подъемном механизме лазерного станка может использоваться цепь или ремень. Вопреки распространенному на рынке заблуждению цепь является менее надежным решением. Она легко растягивается, а заменить её на новую бывает не так-то просто.
Полиуретановый ремень с металлическим кордом будет лучшим выбором. Причина, по которой принято хвалить цепь – практически все китайские производители станков используют именно цепь для удешевления конструкции подъемного механизма станка. Таким образом, российским локальным дистрибьюторам лазерных станков приходится как-то оправдывать такие конструктивные решения китайских инженеров.
Поворотное устройство
Поворотная ось для лазерного станка является очень узкоспециализированной опцией. Как мы уже сказали ранее, для установки поворотного устройства обязательно потребуется механизм подъема и опускания рабочего стола. Само же поворотное устройство необходимо для лазерной гравировки на цилиндрических поверхностях — на бокалах, стаканах, кубках, ручках и прочих сувенирных изделиях.
Поворотные устройства бывают разного принципа действия. Мы рекомендуем выбирать такие, которые состоят из зажимных тисков и задней бабки для упора.
Поворотные устройства, вращающие изделие за счет установленных валиков, мы не рекомендуем из-за их низкой надежности.
Если вы приобретаете лазерный станок в комплекте с поворотным устройством, поинтересуйтесь, каким образом организована система подключения «поворотки» к станку.
Многие производители станков экономят на отдельном драйвере для поворотной оси. Это значит, что подключать поворотную ось вам придется вместо одной из основных осей перемещения – X или Y. А делать это очень неудобно. Хорошим решением будет наличие отдельного драйвера для поворотной оси, а также наличие специального разъема для подключения «поворотки», подведенного к рабочей зоне.
Поддон для сбора обрезков
В большинстве случаев это довольно удобно. Возникающие в процессе лазерной резки отходы падают в специальный лоток, который по факту заполнения можно легко очистить.
Тем не менее, как и у любого конструктивного решения, есть и обратная сторона. На практике получается, что не всегда то, что выпадает из материала в процессе резки является отходами. Это могут быть и мелкие элементы какого-то изделия. При этом поддон для сбора обрезков располагается довольно близко к рабочей поверхности – гораздо ближе, чем днище станка. В результате, упавший в поддон чистовой элемент изделия, может попасть под остаточное воздействие лазерного луча, который все еще выполняет какую-то задачу в рабочей зоне.
Станина лазерного станка
В отличие от фрезерного оборудования, где станина должна иметь вес, достаточный для гашения вибрации, в лазерных станках именно вес не имеет какого-то критического значения. Гораздо большую важность играет жесткость конструкции.
Корпус лазерного станка должен быть жестким, чтобы неровный пол или быстрые перемещения лазерной головки не сбивали геометрию осей X и Y — именно геометрия осей влияет на точность юстировки.
Жесткость станины лазерного станка может быть обеспечена либо наличием единой неразборной рамы, либо применением толстой стали со специально спроектированными ребрами жесткости, как на наших станках TAURUS.
Чиллер для охлаждения лазерной трубки
Как известно, стеклянная лазерная трубка требует принудительного водяного охлаждения. При этом, как правило, в базовую комплектацию лазерного станка входит только водяная помпа. Да, её будет достаточно для запуска станка и произведения тестовых выстрелов из трубки, но для полноценной работы – точно нет.
Какой чиллер выбрать: воздушный или фреоновый?
Начнем с того, что ассортимент чиллеров без фреона, т.е. «воздушных», ограничивается только одной моделью – CW-3000. Воздушный чиллер представляет собой по большому счету только бак для воды, радиатор и вентилятор. Отличается крайне низкой холодопроизводительностью. Также за счет отсутствия фреона такой чиллер не способен опустить температуру охлаждающей жидкости ниже температуры помещения, в котором он находится. Таким образом, CW-3000 вряд ли можно назвать полноценным чиллером — он подойдет лишь для охлаждения лазерных трубок с мощностью 40 или 50 Вт.
Для более мощных лазерных трубок с мощностью 60 или 90 Вт уже следует использовать фреоновый чиллер модели CW-5000. Для лазерных трубок с номинальной мощностью 100 Вт и 130 Вт рекомендуем чиллер не ниже, чем CW-5200. Для 150-ваттной трубки – CW-5300.

Чиллеры для лазерного станка также отличаются своим происхождением. Оригинальные чиллеры с маркировкой типа CW-3000, CW-5000, CW—5200 производятся только на заводе S&A. Такие чиллеры полностью соответствуют своей заявленной мощности охлаждения и без проблем удерживают необходимую температуру.

Однако вместе со станками на рынке зачастую предлагаются неоригинальные чиллеры. Их маркировка CW-5000 или CW-5200 ничего не говорит об установленных внутренних компонентах, а значит нет уверенности, что чиллер будет способен охлаждать лазерную трубку.
Кроме того, качество сборки поддельных чиллеров также может доставить немало сюрпризов в работе.
Подробнее о том, как отличить оригинальный чиллер S&A от подделки мы рассказывали в этой статье.
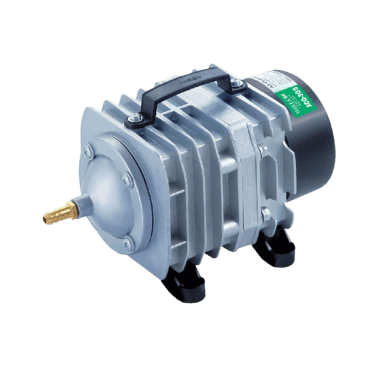
Воздушный компрессор
Система подачи воздуха – это обязательный элемент любого лазерного станка СО2.
Подача воздуха необходима лазерному станку СО2 для:
Обдува зоны реза
Напор воздуха может охлаждать обрабатываемую поверхность, не давая ей загореться или обуглиться.
Охлаждения линзы
Фокусирующая линза под воздействием лазерного луча постепенно нагревается и требует охлаждения. Без охлаждения линза может попросту перегреться и треснуть.
Выдува продуктов горения и дыма из сопла
Таким образом, поднимающийся от лазерной резки дым не попадает снизу на линзу, и она остается чистой. Любое загрязнение линзы чревато образованием трещин.
Между масляными и безмасляными компрессорами для лазерного станка следует выбирать безмасляные. При подаче воздуха они не «плюются» частичками жидкости, попадание которых может быть фатально для линзы в лазерной головке.

Если в комплектацию лазерного станка входит воздушный компрессор, следует поинтересоваться, какое он может создавать давление. Почти всегда в базовую комплектацию станка наряду с условно бесполезной водяной помпой входит настолько же бесполезный аквариумный воздушный компрессор.
Да, такой компрессор сможет остужать линзу и выдувать дым из сопла головки, но про отсутствие нагара на изделии во время резки можно забыть. К тому же, скорость резки той же фанеры имеет прямую зависимость от производительности воздушного компрессора. Чем мощнее компрессор, тем быстрее будет прорезаться лист фанеры.
Стабилизатор
Стабилизатор напряжения необходим для корректного подключения лазерного станка к сети.

Схема подключения выглядит следующим образом. Сперва в розетку в производственном помещении подключаем стабилизатор, а уже к стабилизатору подключаем кабель питания станка.
Отсутствие стабилизатора может привести к выходу из строя электронных компонентов лазерного станка при появлении скачков напряжения в сети. Это нередкое явление для отечественных реалий. Кроме того, нестабильное напряжение при отсутствии стабилизатора может отразиться на качестве лазерной гравировки — рисунок может «полосить».
Стабилизаторы напряжения бывают разных типов. Для эксплуатации лазерного станка подходят только стабилизаторы автотрансформаторного типа. Обычные стабилизаторы Ресанта не подойдут. Они могут только выровнять напряжение в сети, но не смогут погасить скачки электроэнергии. Такие стабилизаторы относятся к тиристорному типу. Это значит, что критические скачки в сети все равно пройдут через защиту стабилизатора Ресанта и повредят начинку станка.
При выборе стабилизатора лазерного станка важно правильно подобрать мощность исходя из энергопотребления. В среднем лазерный станок СО2 потребляет от 0.7 до 1.5 кВт/ч. Таким образом, стабилизатора на 1500-2000 Вольт ампер хватит для нужд одного лазерного станка. При этом запитывать периферийное оборудование – чиллер, вытяжку, воздушный компрессор – следует от сети отдельно, а не от розеток в станке.
Нестандартные конструктивные решения в лазерных станках СО2
При выборе лазерного станка и сравнении разных моделей вы можете встретить некоторые необычные элементы. Разберемся, стоят ли они вашего внимания.
CCD камера
Или камера распознавания. Такое устройство позволяет производить резку заготовки по уже нанесенным на неё линиям или меткам. Это может быть полезно при выполнении некоторых узких задач. Например, для вырезания изделия, изображение которого было заранее нанесено на материал при помощи УФ-принтера. Или для контурной резки наклеек. Из-за высокой стоимости сопутствующих комплектующих эта дополнительная опция пока не получила действительно массового распространения.
Двухголовые станки
А также четырехголовые и подобные. Установка второй лазерной головки при грамотном применении может увеличить производительность лазерного станка в два раза. Но необходимо учитывать, что вторая лазерная головка всегда «съедет» часть габаритов рабочего поля по оси X. Как минимум, на ширину каретки этой самой второй головки.

К тому же вторая лазерная головка означает наличие второй лазерной трубки и второго блока розжига. Второй лазерной трубке, в свою очередь, потребуется также своё охлаждение. Этот вопрос, однако, можно решить с помощью двухконтурных чиллеров. Например, чиллеры S&A CW-5002 или CW-5202 рассчитаны для одновременного подключения двух лазерных трубок. А их стоимость не сильно превышает стоимость базовых моделей таких же чиллеров.
Нестандартный размер рабочего поля
К примеру, можно встретить станки с рабочим полем 1000х400 мм. По большей части с таким танком будет не очень удобно работать. Тем не менее, нестандартное рабочее поле может подходить под определенные задачи и под конкретный размер кроя листа.
Автоматическое включение воздушного компрессора
Клапан автоподачи воздуха при выполнении рабочего задания – вещь крайне полезная и удобная в работе. К тому же еще и всегда экономически оправданная. Если воздушный компрессор будет включаться только в момент генерации лазерного луча, вы сэкономите большое количество электроэнергии.
Таким образом, эта дополнительная опция может окупиться буквально за первый же месяц работы. Важно: клапан автоматического включения воздушного компрессора работает только в паре с теми компрессорами, которые имеют ресивер. С обычными аквариумными компрессорами эта опция, к сожалению, работать не будет.
Интересные мелочи в лазерном станке
Здесь мы расскажем еще про некоторые особенности лазерных станков, на которые стоит обратить внимание. Они, конечно, вряд ли станут для вас решающим фактором, тем не менее, помогут косвенно определить подход производителя станка к своим конечным потребителям.
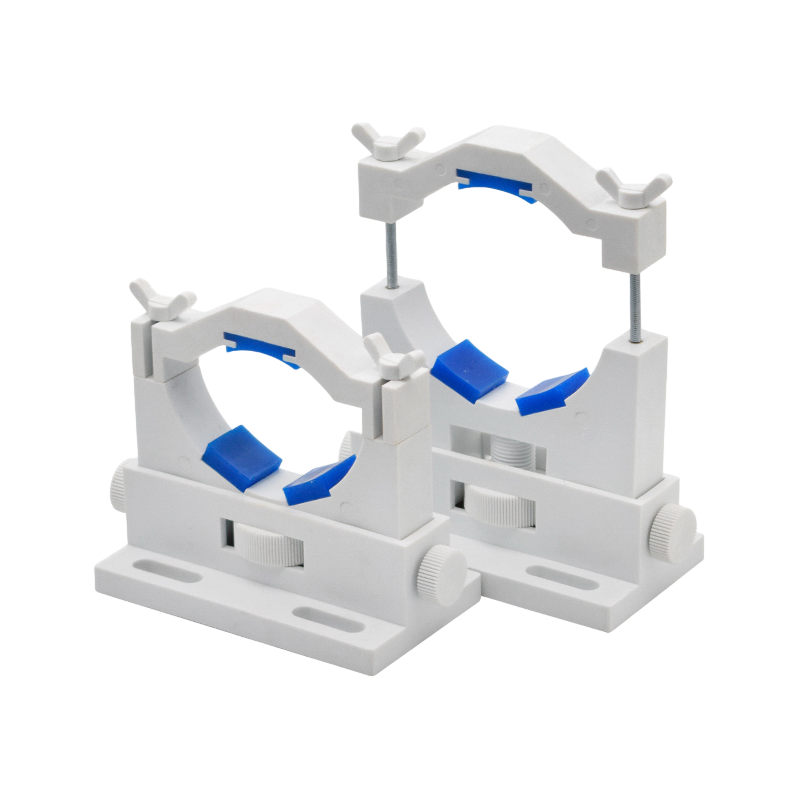
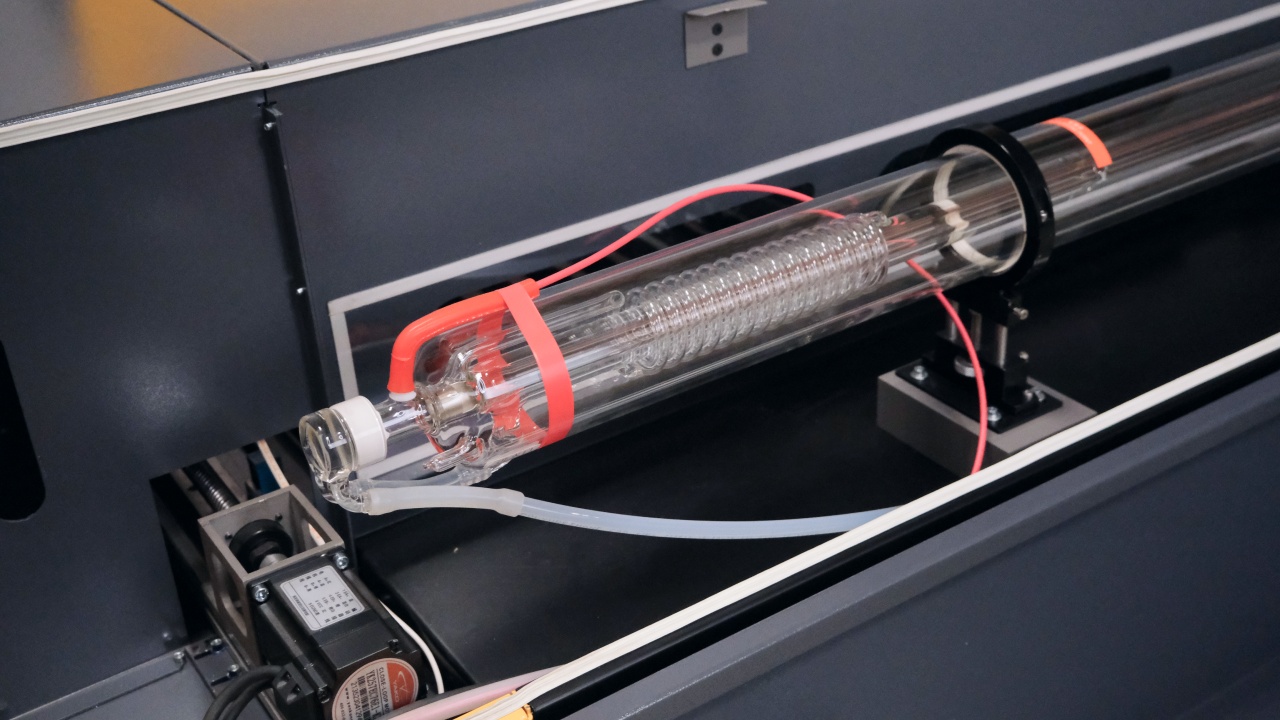
Держатели лазерной трубки
Тут все просто – если вам предлагают лазерный станок, в котором держатели трубок выполнены из полос нержавейки с кусками резины в качестве уплотнителя – это повод задуматься. Ведь такая экономия абсолютно не оправдана. С подобными кронштейнами вам будет неудобно менять лазерную трубку. А для производителей станков разница в цене между такими кронштейнами и любыми другими нормальными – копеечная.
В качестве достойных держателей лазерной трубки можно выделить либо пластиковые кронштейны с регулировкой по высоте и по диаметру трубки, либо надежные металлические кронштейны, рассчитанные под излучатели с диаметром 80 мм.
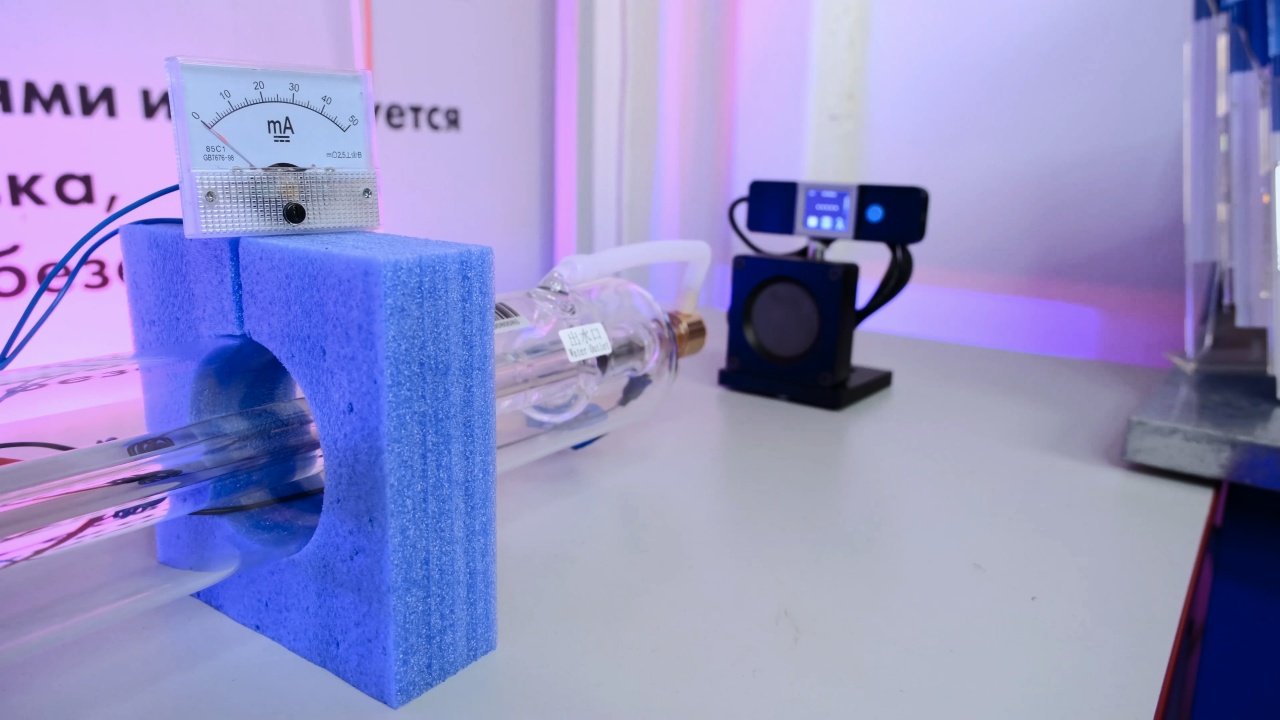
Миллиамперметр
Это еще один очень полезный элемент лазерного станка, который, к сожалению, встречается далеко не во всех моделях. Миллиамперметр необходим для того, чтобы контролировать силу тока, подающегося с блока питания на лазерную трубку. Именно по миллиамперметру следует отслеживать корректность режима работы лазерной трубки, а никак не по процентам мощности на контроллере!
Перегородка между отсеком лазерной трубки и рабочей зоной
Есть ряд станков, где в целях мизерной экономии перегородка, отделяющая лазерную трубки от рабочей области, не сплошная, а лишь частично разделяет две зоны.
Это грубое нарушение норм эксплуатации лазерной трубки. Ведь дым от лазерной резки и летучие частицы будут беспрепятственно попадать из рабочей зоны на излучатель и оседать на высоковольтных контактах. Рано или поздно это приведет к пробою высоковольтного разряда и выходу трубки из строя.
Лазерная указка
Номер один среди бесполезных и вредных элементов, которыми китайские производители комплектуют свои лазерные станки. На первый взгляд может показаться, что наличие такой указки, расположенной на лазерной головке, будет полезно. На практике положение этой красной лазерной точки редко совпадает с точкой от лазерного луча, выходящего из сопла. К тому же указка питается напрямую с высоковольтного блока питания, и со временем её начинает «коротить». Из-за этого возникают проблемы в работе блока розжига, что по цепочке приводит к неожиданному мерцанию лазерного луча СО2 трубки во время работы. Лечится такая проблема только снятием указки с лазерной головки.
Надеемся, на основании вышеизложенных данных вы сможете сделать правильные выводы о том, за какие дополнительные опции и комплектующие вам стоит заплатить свои деньги, а за какие – нет.
Теперь мы переходим к следующему вопросу, возникающему при выборе лазерного станка – какая адекватная стоимость у лазерного станка в необходимой вам комплектации?
Сколько стоит качественный лазерный станок?
Мы уже ранее говорили, что основная задача лазерного станка – окупаемость. Все-таки лазерный станок – это лишь инструмент бизнеса, который должен отбить свою стоимость и приносить доход. Таким образом, любую стоимость лазерного станка можно считать адекватной, если она окупается в рамках вашей бизнес-модели.
В любом случае стоит понимать, что цена станка банально зависит от размеров этого самого станка и «жирности» комплектации. Поэтому, чтобы сделать правильный выбор, при сравнении цен от разных поставщиков уделите особое внимание сопоставлению комплектаций.
Текущая конкуренция на рынке такова, что разница в стоимости между станками с полностью идентичной комплектацией, не может выходить за рамки 10%. Если цена отличается сильнее, то станки очевидно имеют весомые различия либо в конструктиве, либо в дополнительных опциях.
Выбираем поставщика лазерного станка
Итак, вы приняли решение, для чего вам нужен лазерный станок, определились с задачами, выбрали размер станка, его комплектацию и выделили некоторый бюджет на закупку. Теперь осталось выбрать, у какой компании купить станок. Мы предложим вам несколько критериев, которые помогут в этом вопросе.
Наличие демо-зала
Согласитесь, всегда приятно покупать не кота в мешке и не картинку в интернете, а конкретную модель станка, которую можно посмотреть вживую. А еще лучше, если вы сможете нагрузить выставочный станок тестовым заданием именно с тем материалом, с которым вы в дальнейшем сами будете работать. Так вы сможете отделить реальную производительность станка от маркетинговых уловок.
Если демо-зал отсутствует, а станков нет в наличии на складе, то вполне вероятно, что ваши ожидания не совпадут с реальностью.
Услуги по пусконаладке и обучению
У поставщика должны быть инженеры, которые помогут вам запустить станок в работу на вашей территории или, как минимум, по удаленной связи. Ведь если компания просто продает станок и оставляет вас с ним один на один, то зачем переплачивать – купите станок напрямую с китайской фабрики. Так вы сэкономите часть бюджета и получите, по сути, тот же уровень сервиса.
Предпродажная подготовка станка
Уточните у поставщика, каким образом проходит предпродажная подготовка станка. Например, для станков TAURUS мы осуществляем контроль качества по двум чек-листам: проверка комплектации и проверка работоспособности.

Лазерный станок СО2 TAURUS 1070 Opti 90W
Лазерный станок СО2 TAURUS 1070 Opti 100W

Лазерный станок СО2 TAURUS 1070 Lift 90W
Лазерный станок СО2 TAURUS 1070 Lift 100W

Лазерный станок СО2 TAURUS 1610 Opti 90W
Лазерный станок СО2 TAURUS 1610 Opti 100W

Процесс проверки и подготовки к отгрузке одного станка может занимать около 3-4 часов! Мы понимаем, что задача по отгрузке такого станка, который полностью соответствует ожиданиям клиента, входит в нашу зону ответственности и поэтому готовы тратить на это столько времени, сколько потребуется.
Мы знаем, что мы не одиноки в таком подходе к клиенту – на рынке есть и другие поставщики, которые ответственно подходят к своим обязательствам. Однако, как и в любых других сферах, есть и недобросовестные компании. Некоторые из них, говоря откровенно, просто являются агентами по перепродаже китайских станков – принимают лазерный станок в транспортной компании из Китая и просто перегружают его для отправки клиенту. Или же проводят «проверку лазерного станка», даже не доставая его из ящика, в котором тот приехал из Китая. О качестве такой предпродажной проверки говорить, конечно, не приходится.
Собственный склад запчастей и комплектующих
Лазерный станок СО2 – это сложное оборудование, которое состоит из сотен запчастей, деталей и узлов. Каждый элемент станка имеет свой ресурс, а также шанс на наличие заводского дефекта.
Гарантия поставщика заключается не в том, что лазерный станок без единой погрешности отработает гарантийный срок, а в том, что в течение гарантийного срока любая проблема будет решена максимально оперативно! Это можно обеспечить только обладая полноценным складом запчастей и комплектующих для лазерных станков СО2.
Мы, например, более 5 лет занимались исключительно продажей комплектующих. Наращивали складские запасы и ассортимент. И только после прохождения такого пути запустили собственное российское производство лазерных станков TAURUS. Благодаря наработанной за предыдущее время экспертности, мы отобрали для своих станков лучшие комплектующие у самых достойных китайских изготовителей, а также внедрили в конструктив станка свои уникальные решения. Это решения положительно влияют на надежность, скорость и точность работы станка, и, кроме того, упрощают работу оператора и облегчают регулярное техобслуживание.
Проверка контрагента по открытым базам
Поставщик лазерного оборудования – это всегда юридическое лицо или индивидуальный предприниматель. Следовательно, у поставщика есть ИНН, по которому можно найти много интересной информации на порталах вроде sbis, list-org или rusprofile. Например, вы сможете бесплатно узнать размер уставного капитала или годовой оборот за предыдущий период. Или же увидеть количество судебных дел, связанных с этой организацией. Информация в этих источниках может очень помочь в принятии правильного решения.
Проверка контрагента по сайтам — отзовикам
Наконец, самое очевидное – просто прочитайте, что о компании пишут клиенты! Если компания находится на рынке не один год, то она уже успела завершить множество сделок. А значит, в открытом доступе должны быть отзывы, на основании которых зачастую можно решить, покупать ли у такой компании лазерный станок или нет.
Однако помните – нет компаний, которые не допускают ошибок! Важно, как компания с этими ошибками работает. Если она их исправляет – все в порядке, компания следит за своей репутацией, и с ней можно иметь дело.
Заключение
Друзья, мы надеемся, что такая подробная статья, в которой мы затронули все этапы выбора лазерного станка, будет для вас полезна. Уверены, что благодаря нашим советам, вы сделаете правильный выбор и подберете для себя идеальный лазерный станок!
Если же у вас остались любые вопросы по выбору лазерных станков СО2 – смело обращайтесь к нам в TORDEN. Мы вам с радостью поможем!
Выбрать лазерный станок Taurus
Лазерный станок СО2 TAURUS 1070 Opti 90W
Лазерный станок СО2 TAURUS 1610 Opti 90W



Комментарии