






























Как улучшить работу лазерного CO2 станка?
Вот смотришь на профессионалов в интернете и становится интересно, почему у них станок работает быстрее, луч тоньше, юстировка не сбивается – увлекательное зрелище.
И тут начинают возникать сомнения – либо я что-то делаю неправильно, либо просто не знаю, как заставить свой станок работать на 100%.
В этой статье мы поделимся своими наработками и разберем основные способы улучшения лазерного станка, чтобы он стал быстрее, точнее и лучше во всех отношениях. Ну а вы уже решите – какие апгрейды подходят или все и так работает нормально.
А ещё об улучшении лазерного CO2 станка у нас есть отдельное видео, там тоже много полезной информации 👇

О чем пойдет речь:
- Замена лазерной трубки на более мощную
- Замена ремней
- Лазерная указка — что с ней делать?
- Улучшение оптики CO2
- Замена контроллера на более современный
- Дополнительные возможности с контроллером RuiDa
- Выравнивание фанеры и фиксация заготовок
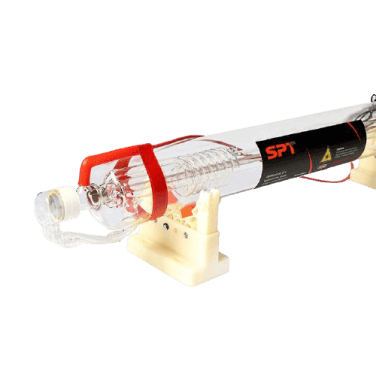
Замена лазерной трубки на более мощную
Начнем с самого основного и очевидного апгрейда – замена лазерной трубки на более мощную. Это простой способ увеличить скорость работы, потому что с более мощным излучателем вы сможете резать материал быстрее. Да и к тому же, такое улучшение подойдет абсолютно для любого лазерного станка в независимости от его габаритов.

Однако при выборе нового излучателя нужно учитывать несколько важных нюансов!
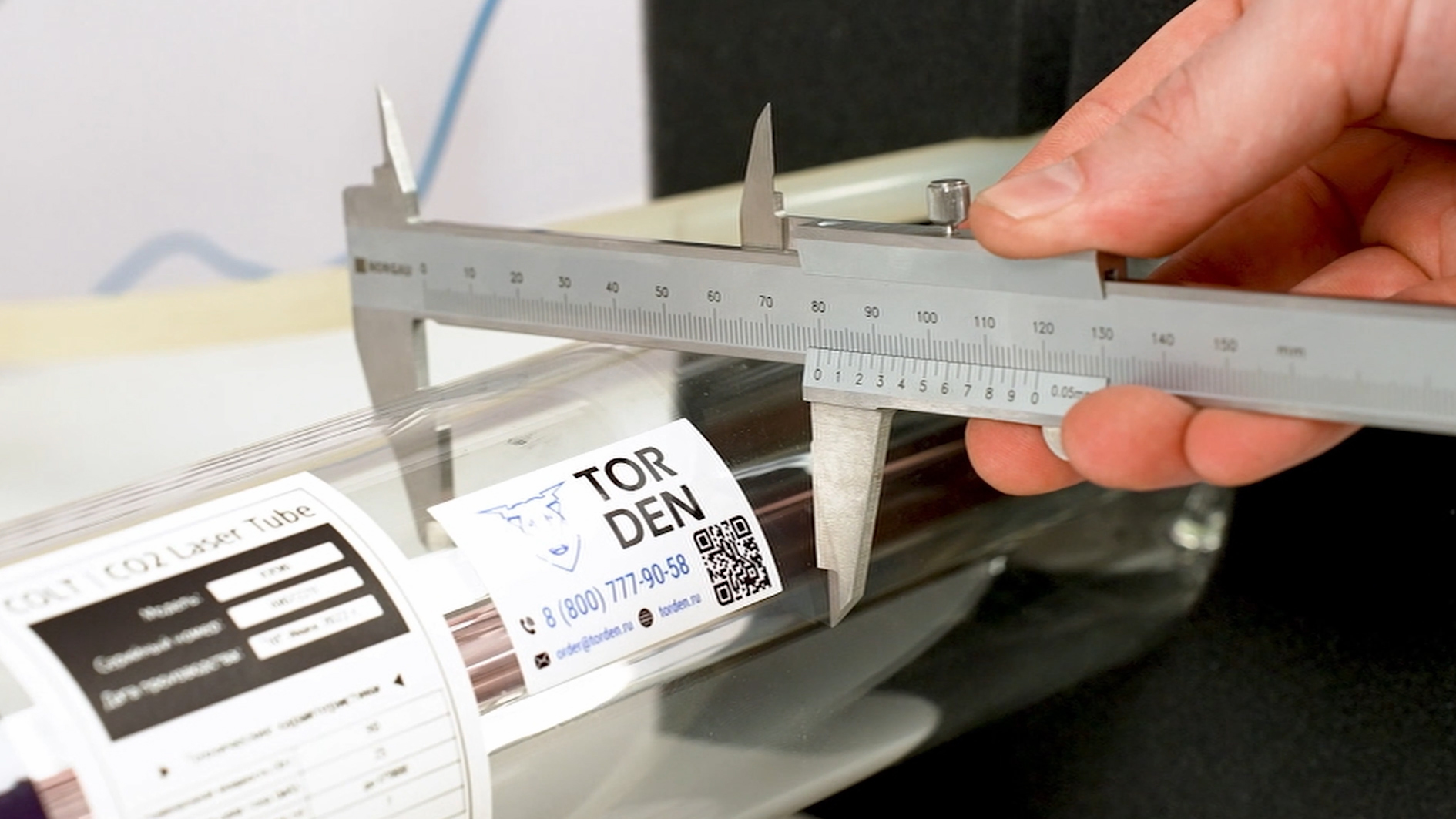
Во-первых, размер новой лазерной трубки – какую она имеет длину и диаметр.
Во-вторых, луч в трубке появляется при подаче на нее тока от блока питания, а значит более мощному излучателю может понадобится другой БВН.
В-третьих, охлаждение. Нужно понять, справится ли текущая помпа или чиллер с новой лазерной трубкой.
О том, как самостоятельно заменить излучатель без помощи инженера, подробно рассказали в этой статье.
Диаметр лазерной трубки
В первую очередь лазерные трубки отличаются диаметром, два основных варианта — 50 и 80 мм.
Это важный параметр, потому что луч выходит из наконечника трубки строго по центру. Сам же излучатель установлен в станке на специальных держателях, и если на них поставить трубку с диаметром побольше, то луч будет выходить выше или же вообще не попадать в первое зеркало.

Отметим, что во многих лазерных станках предусмотрены держатели, с помощью которых можно отрегулировать высоту и отцентровать луч при изменении диаметра трубки.
Но вот в маленьких станках с рабочим полем 300х200 мм и даже 600х400 мм вместо регулируемых держателей часто стоят обычные металлические стойки с хомутами – в этом случае поставить излучатель с другим диаметром не получится.
Как правило, лазерные трубки диаметром 50 мм обладают мощностью 40, 50 или 60 Вт.

Мощность излучателей диаметром 80 мм варьируется от 80 до 150 Вт.
В большинстве случаев замену лазерной трубки производят именно в этих диапазонах.
Длина лазерной трубки
Теперь по поводу длины – это не особо актуальная проблема для станков с рабочим полем типа 1600х1000 миллиметров, потому что в них поместится абсолютно любой излучатель. Что касается станков поменьше, то более мощная трубка уже может не влезть.
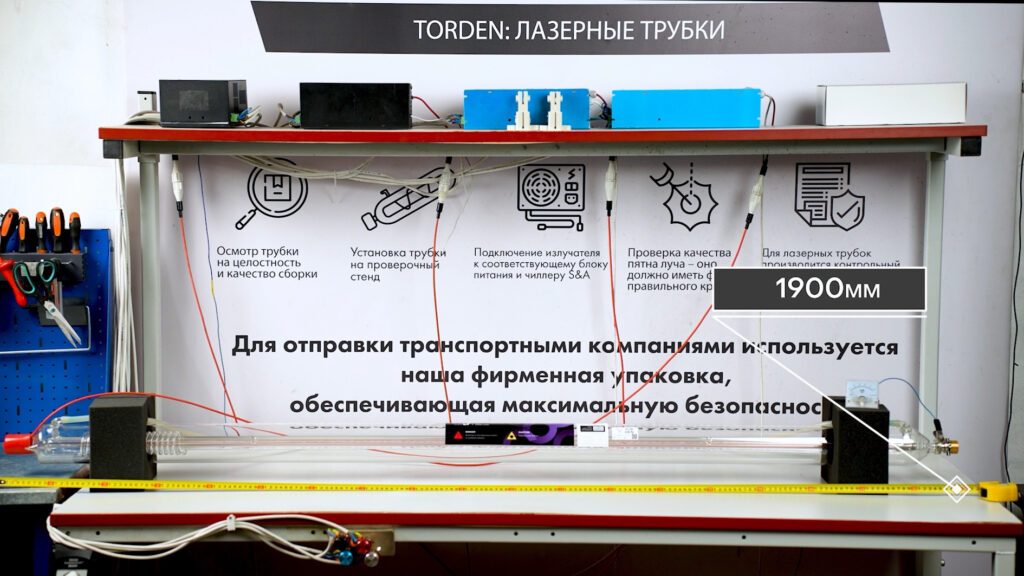
А трубка COLT RX150 на 150 Вт при таком же диаметре в 80 мм будет уже заметно длиннее.
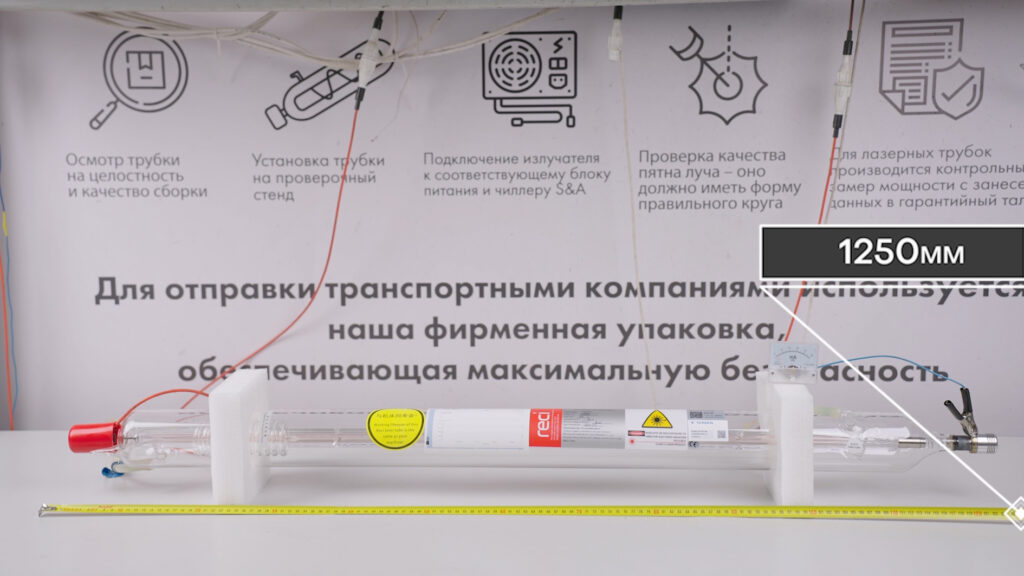
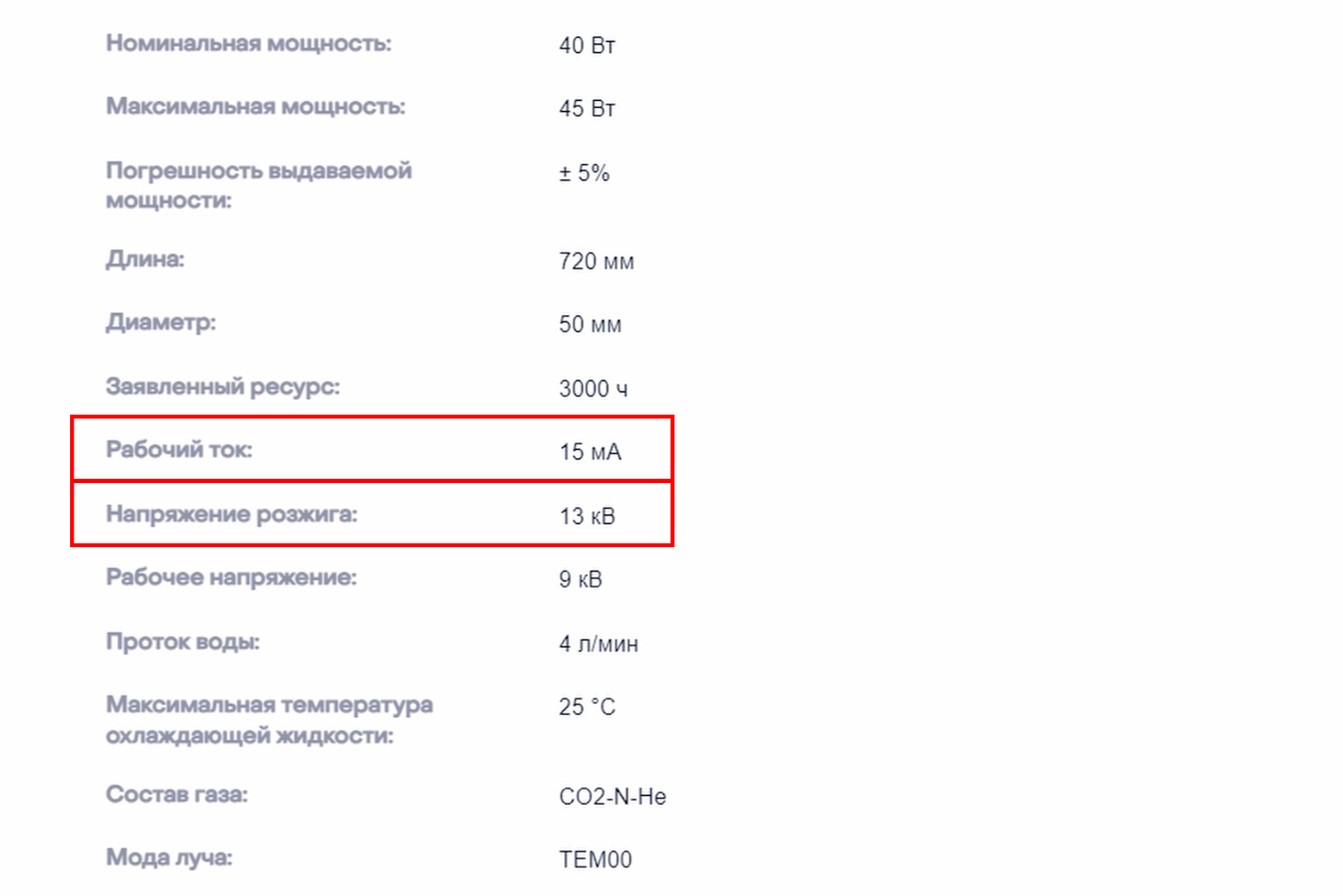
Аналогичная ситуация с заменой 40-ваттного излучателя на 60-ваттный. Трубка 40 Вт будет иметь длину около 70 см, а 60 Вт – уже больше метра.
И вот для того, чтобы поставить излучатель большей длины, в заднем отсеке станка должно быть специальное отверстие.
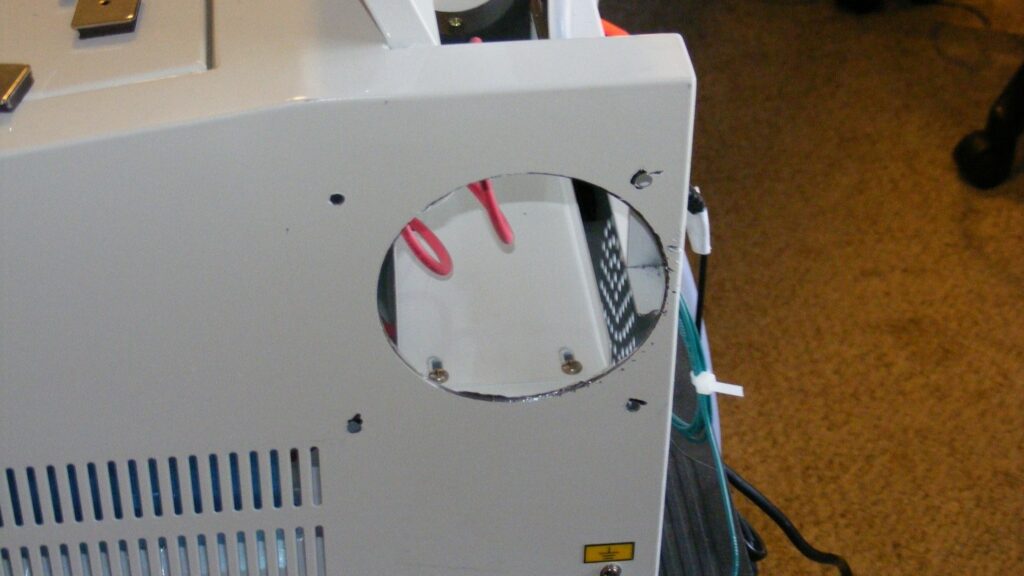

Ещё лучше, если предусмотрен защитный кожух – с ним лазерная трубка будет надежно закрыта от внешних воздействий.
Если же такого отверстия нет, то его можно вырезать самостоятельно, а в качестве кожуха использовать что-то вроде канализационной трубы диаметром 150 мм. И да, можете не переживать – все эти манипуляции никак не повлияют на жесткость конструкции станка.
Выбрать лазерную трубку
Лазерная трубка с минимальными габаритами и надежным конструктивом.

Лазерная трубка CO2 AmpLight-40 (40 Вт)
Лазерная трубка с рекордной мощностью среди аналогов.

Лазерная трубка SPT C43 v2.0 40-50 Вт
Лазерная трубка с минимальными габаритами и надежным конструктивом.

Лазерная трубка CO2 AmpLight-50 (50 Вт)
Лазерная трубка с рекордной мощностью среди аналогов.

Лазерная трубка SPT C60 v2.0 60-80 Вт
Оригинальная лазерная трубка RECI

Лазерная трубка RECI W1 (75-90 Вт)
Лазерная трубка премиум-качества, разработанная с участием российских инженеров.

Лазерная трубка COLT RX90 (90-100 Вт)
Оригинальная лазерная трубка RECI

Лазерная трубка RECI W2 (90-100 Вт)
Оригинальная лазерная трубка RECI

Лазерная трубка RECI W4 (100-130 Вт)


Выбор блока питания
Следующее, что необходимо учесть при замене лазерной трубки – блок питания. Бытует мнение, что более мощному излучателю нужен более мощный БВН. Тезис верный, но есть нюансы.
На самом деле велика вероятность, что ваш текущий блок розжига спокойно потянет излучатель на порядок мощнее. Подробнее о блоках розжига и о том, как выбрать БВН под конкретную лазерную трубку, мы рассказали в этом ролике 👇

Если коротко, то в паспорте блока питания отсутствует параметр “мощность трубки”, зато есть “максимальная сила тока” и “максимальное напряжение” – аналогичные характеристики по силе тока и напряжению можно найти и у лазерной трубки.
Разберем на примере. Если у вас маленький лазерный станок с трубкой на 40 Вт, то, скорее всего, в нем установлен блок питания типа HY-T50.
В характеристиках этого БВН видим, что максимальная сила тока – 20 миллиампер, а максимальное напряжение – 25 тысяч вольт.

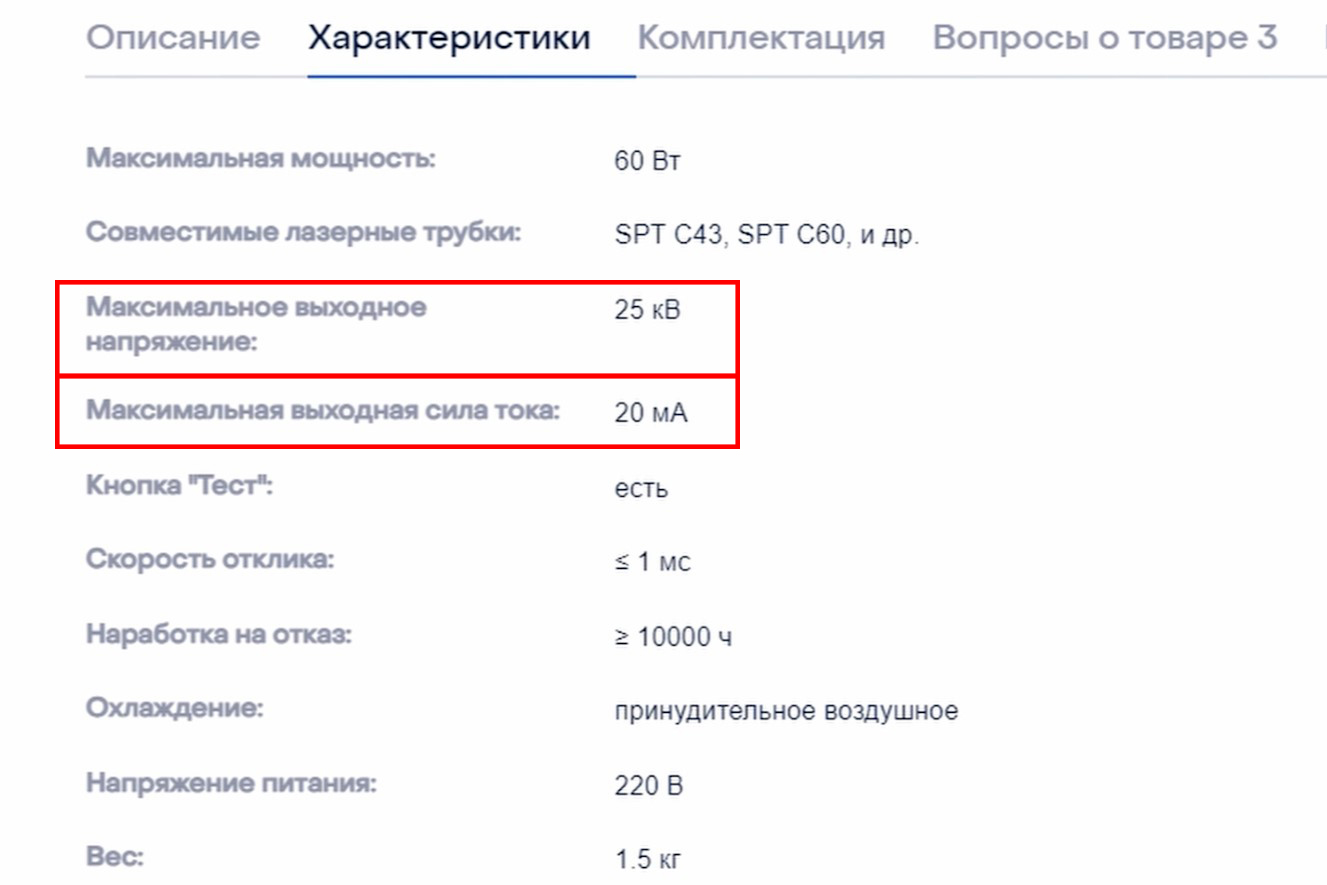
Затем смотрим, что лазерной трубке Amplight-40 мощностью 40 Вт необходимы сила тока 15 миллиампер и напряжение розжига 13 тысяч вольт. Получается, что блок питания HY-T50 подходит под этим параметры и даже имеет запас по току.

Теперь возьмем трубку помощнее – SPT C60. Ей потребуется сила тока 15 мА и напряжение розжига 22 кВ — блок Т50 снова подходит.

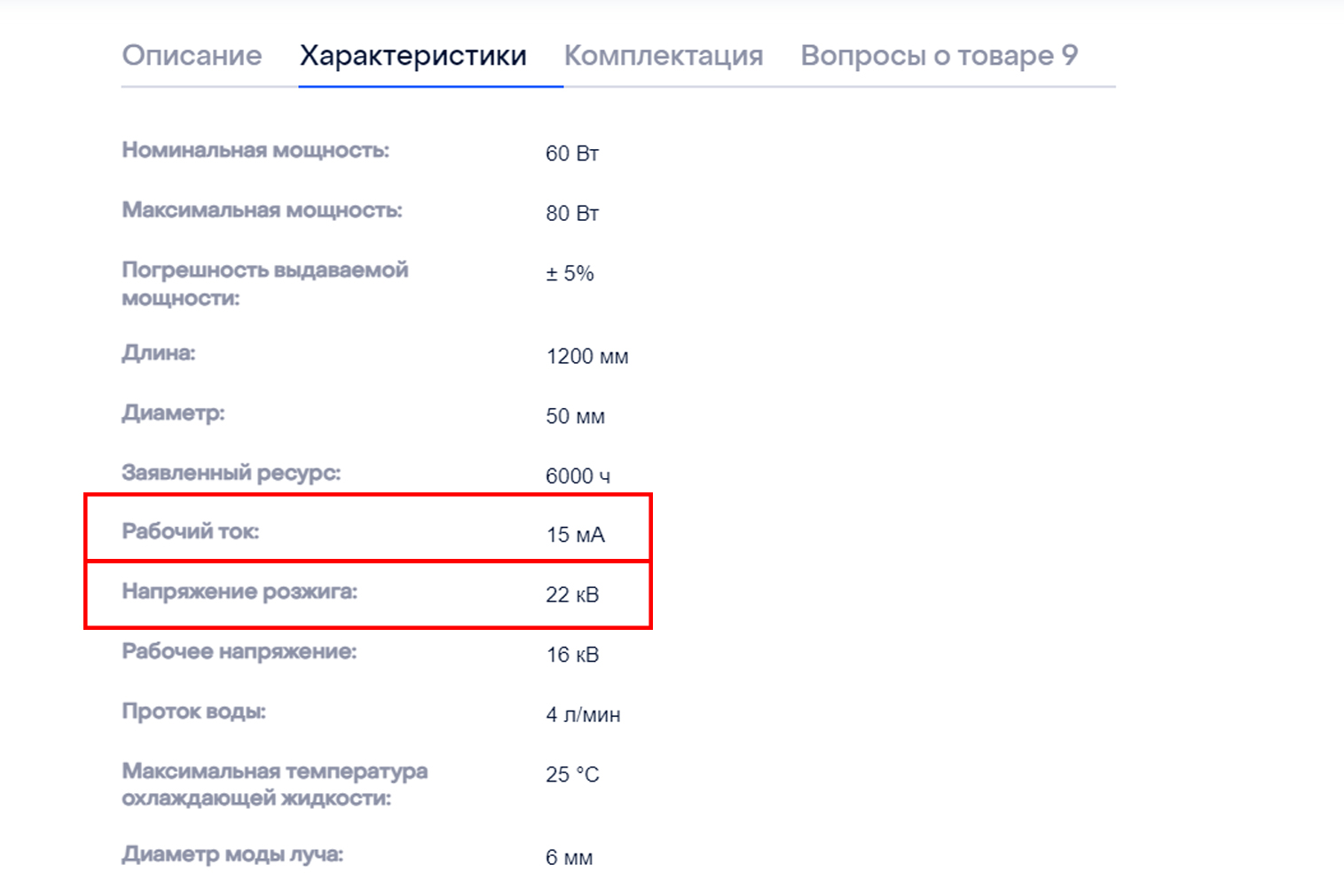
Таким образом, трубка помощнее действительно требует большего тока и напряжения. Но прежде чем вместе с излучателем менять еще и блок розжига, проверьте характеристики вашего текущего БВН.
Выбрать блок питания для лазерной трубки
Стандартный блок питания LaserPWR для лазерных трубок мощностью до 60 Вт

Блок питания HY-T50 (40-50 Вт) LaserPWR
Стандартный блок питания для лазерных трубок мощностью 90-100 Вт. Например, для RECI W2

Блок питания HY-DY10 (90-100 Вт) LaserPWR
Стандартный блок питания для лазерных трубок мощностью 100-130 Вт. Например, для RECI W4

Блок питания HY-DY13 (100-130 Вт) LaserPWR
Стандартный блок питания для лазерных трубок мощностью 130-150 Вт. Например, для RECI W6, W8

Блок питания HY-DY20 (130-150 Вт) LaserPWR
Блок питания «умной» серии. Автоматически подстраивает напряжение тока под лазерную трубку. Для лазерных трубок до 80 Вт

Блок питания HY-ESA80 (60-90 Вт) LaserPWR
Блок питания «умной» серии. Автоматически подстраивает напряжение тока под лазерную трубку. Для лазерных трубок до 100 Вт

Блок питания HY-ESA100 (80-120 Вт) LaserPWR


Охлаждение лазерной трубки
Последнее, что необходимо учесть при замене трубки – охлаждение.
Вот по такой простой таблице можно быстро сверить соответствие излучателей разной мощности с чиллерами 👇

Как видите, если новая лазерная трубка на 10-20 Вт мощнее предыдущей, то, чаще всего, чиллер менять не нужно.
А вот при замене условной RECI W2 (90-100 Вт) на RECI W6 (150-180 Вт) стоит учесть дополнительные расходы на покупку нового чиллера – он может оказаться даже дороже, чем сама лазерная трубка. Так что лучше заранее просчитать все затраты перед улучшением.
Важные правила при замене лазерной трубки на более мощную: во-первых, учитывайте размеры нового излучателя – диаметр и длину, во-вторых, проверьте параметры более мощной лазерной трубки и сопоставьте их с параметрами вашего блока питания, в-третьих, не забывайте, что более мощному излучателю нужно более мощное охлаждение.
Выбрать чиллер для лазерного станка
Оригинальный воздушный чиллер от завода S&A для охлаждения лазерных трубок до 80 Вт

Чиллер CW-3000TG TY (S&A)
Оригинальный фреоновый чиллер от завода S&A для охлаждения лазерных трубок до 90 Вт

Чиллер CW-5000TG TY (S&A)
Оригинальный фреоновый чиллер от завода S&A для охлаждения лазерных трубок до 130 Вт

Чиллер CW-5200TH TY (S&A)
Оригинальный фреоновый чиллер от завода S&A для единовременного охлаждения 2-х лазерных трубок 90-100 Вт
1.77 кВт

Чиллер CW-5202TH TY (S&A)
Оригинальный фреоновый чиллер от завода S&A для охлаждения лазерных трубок 200 Вт

Чиллер CW-5300AH TY (S&A)
Оригинальный фреоновый чиллер от завода S&A для охлаждения лазерных трубок до 300 Вт

Чиллер CW-6000AH TY (S&A)


Замена ремней
Идем дальше. Cледующий простой вариант апгрейда – замена ремней. В большинстве лазерных станков установлены черные резиновые – они вполне нормальные, но есть варианты получше.

Например, в наших лазерных CO2 станках Taurus по умолчанию установлены белые полиуретановые ремни по оси Y и на подъёмный стол.

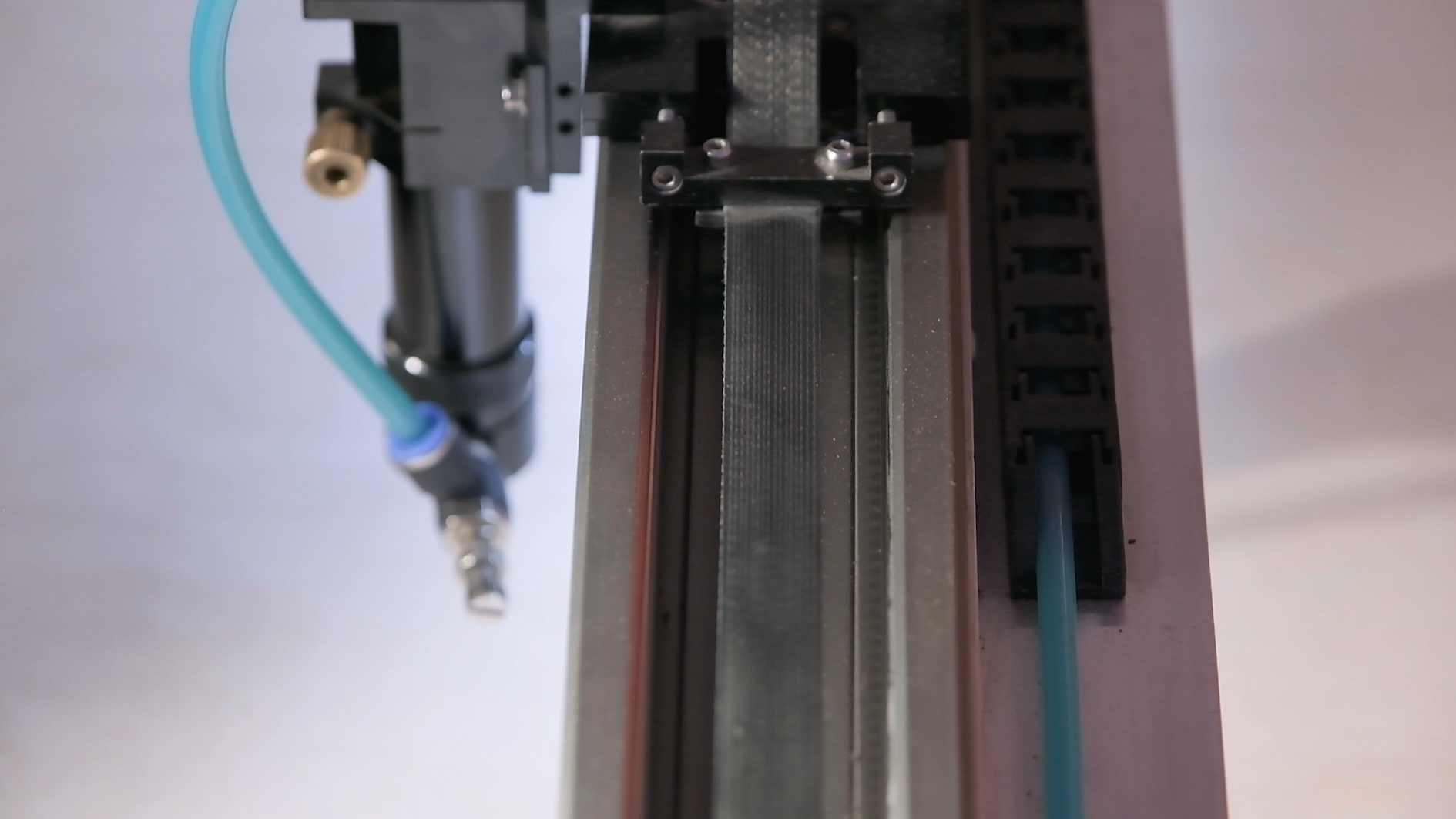
А по оси X, где лазерная головка наматывает наибольшее расстояние, в Таурусах стоит прочный композитный ремень. В составе полиуретан, металлический корд, тканевое армирование, резина и другие элементы – вещь максимально надежная и долговечная.
Для чего вообще менять резиновые ремни на что-то другое? Причина простая – они гораздо быстрее растягиваются. Когда это случится, изделия перестанут совпадать с макетом, появятся какие-то кривые линии и прочее. Так что имейте в виду, что черные резиновые ремни придется регулярно подрезать и натягивать.
Белые полиуретановые ремни в этом плане надежнее, с ними меньше проблем, но они хуже гнутся на излом.

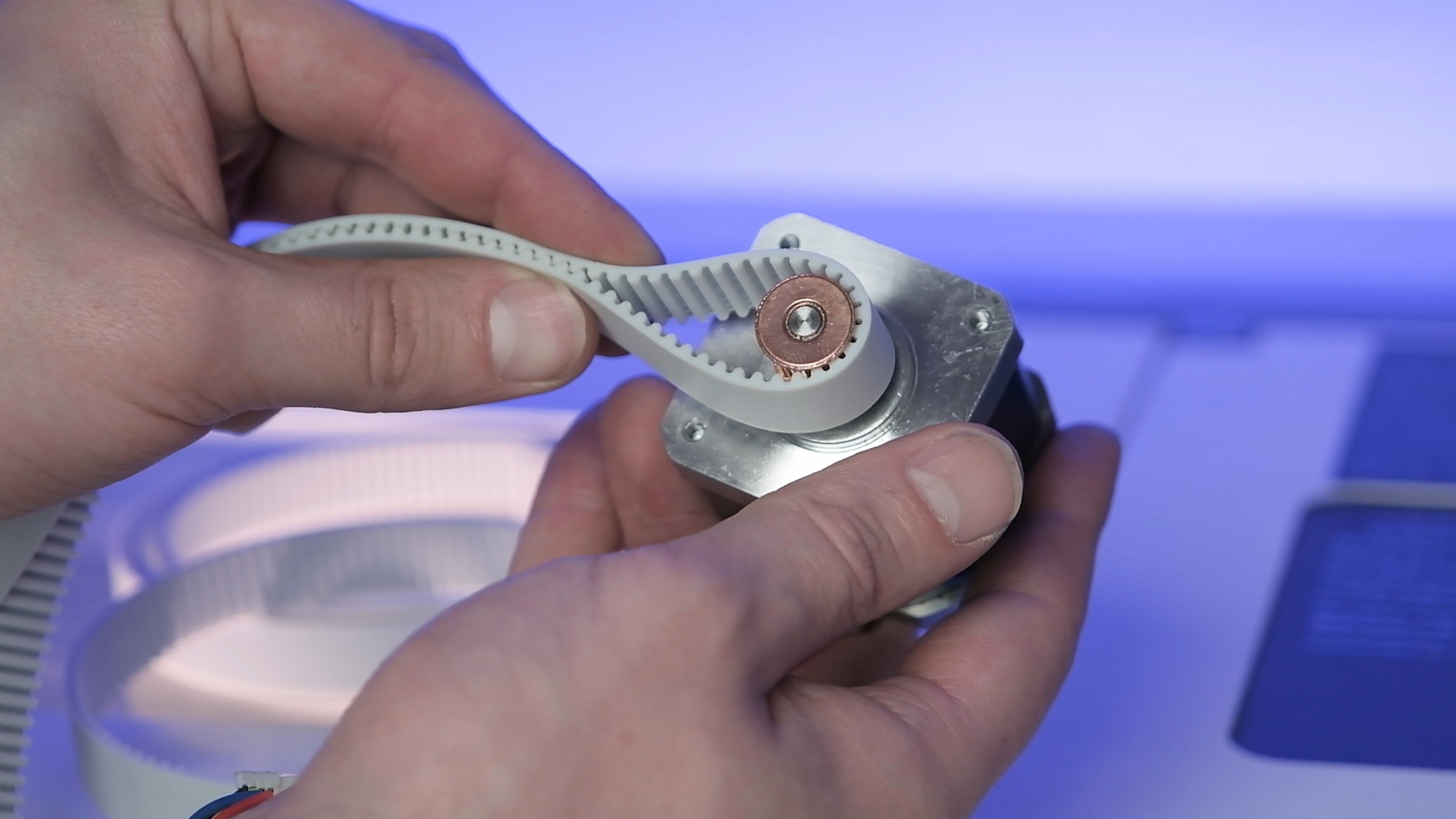
Это значит, что если у вас небольшой станок с рабочим полем 300х200, 500х300 или даже 600х400 мм, и в нем ремень проходит через шкив с маленьким диаметром, то полиуретановые ремни использовать не стоит. Они просто не смогут согнуться без заломов вокруг такого шкива.
Выбрать ремень
Армирован стекловолоконной нитью для предотвращения растяжения. Цена указана за 1 погонный метр

Резиновый ремень 3M-6 армированный
Армирован стекловолоконной нитью для предотвращения растяжения. Цена указана за 1 погонный метр

Резиновый ремень 3M-20 армированный
Полиуретановый ремень отличается высокой устойчивостью к растяжению. Цена указана за 1 погонный метр

Полиуретановый ремень 3M-6
Полиуретановый ремень отличается высокой устойчивостью к растяжению. Цена указана за 1 погонный метр
Полиуретановый ремень 3M-20
Армирован стекловолоконной нитью для предотвращения растяжения. Цена указана за 1 погонный метр

Резиновый ремень 5M-15 армированный
Армирован стекловолоконной нитью для предотвращения растяжения. Цена указана за 1 погонный метр

Резиновый ремень 5M-25 армированный
Армирован стекловолоконной нитью для предотвращения растяжения. Цена указана за 1 погонный метр

Резиновый ремень MXL 6 мм армированный
Армирован стекловолоконной нитью для предотвращения растяжения. Цена указана за 1 погонный метр

Резиновый ремень MXL 9.5 мм армированный
Полиуретановый ремень отличается высокой устойчивостью к растяжению. Цена указана за 1 погонный метр

Полиуретановый ремень MXL 6 мм
Полиуретановый ремень отличается высокой устойчивостью к растяжению. Цена указана за 1 погонный метр

Полиуретановый ремень MXL 10 мм
Резиновый закольцованный ремень

Ремень замкнутый 3M-10-225

Лазерная указка — что с ней делать?
Следующая идея по апгрейду довольно неочевидна. На первый взгляд может показаться, что это не улучшение, а скорее ухудшение, но реальная практика говорит об обратном.
Китайские производители очень любят ставить на головку станка лазерную указку. Однако если вы хотите, чтобы лазер работал стабильно – уберите этот сомнительный девайс.

И речь не том, чтобы просто отвернуть лазерную указку в сторону – полностью снимите её с головки и отключите провода от блока питания.
Проблема здесь в том, что лазерная указка питается от высоковольтного БВН, а у блока розжига должна быть только одна задача – подавать ток на трубку. Если к этой функции добавляется ещё и питание указки, то БВН может работать с ошибками и некорректно разжигать излучатель.

Кроме того, провода указки часто очень хрупкие и заламываются даже внутри кабель-канала. Из-за этого в некоторых частях рабочего поля лазерная указка пропадает, что тоже вызывает проблемы в функционировании блока питания.
Улучшение оптики CO2
Четвертый способ улучшить работу лазерного станка с минимальными затратами – это замена оптики: линз и зеркал.
Зеркала лазерного станка
Зеркала лазерного CO2 станка можно разделить на два основных типа – молибденовые и кремниевые.
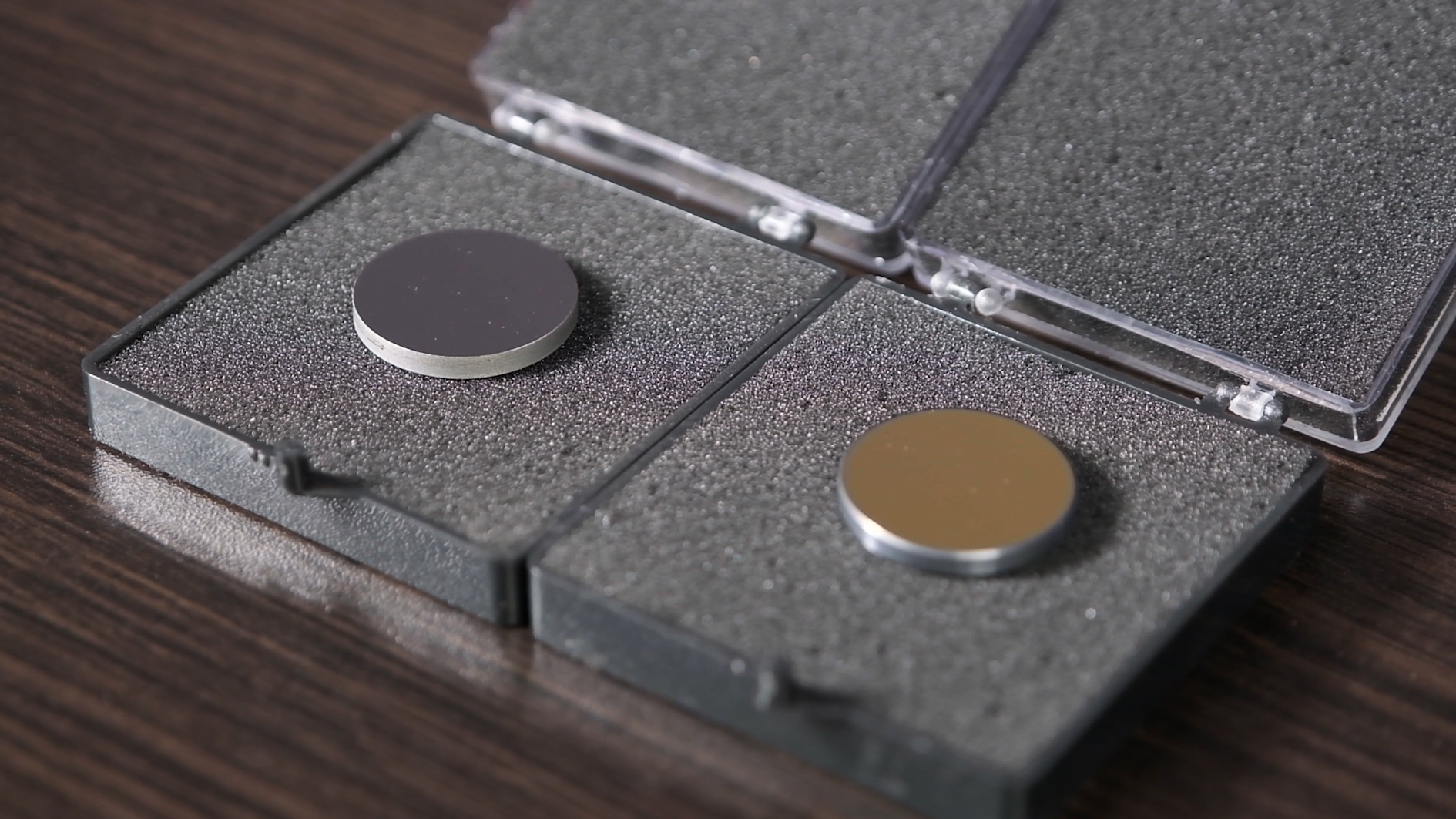
Внешние их легко различить, молибденовые – серебристые, а кремниевые – золотые.
Чаще всего в станках установлены именно молибденовые зеркала. Их основное преимущество в том, что они более устойчивы к механическим повреждениям – при протирании сложнее поцарапать.


Золотые зеркала нужно чистить гораздо аккуратнее, чтобы не испортить отражающую поверхность. Однако если вы хотите раскрыть весь потенциал мощности своего лазерного станка, то берите именно кремниевые.
Тут немного поясним. В CO2 станках есть три зеркала – одно около лазерной трубки, второе на оси Y и третье в лазерной головке.
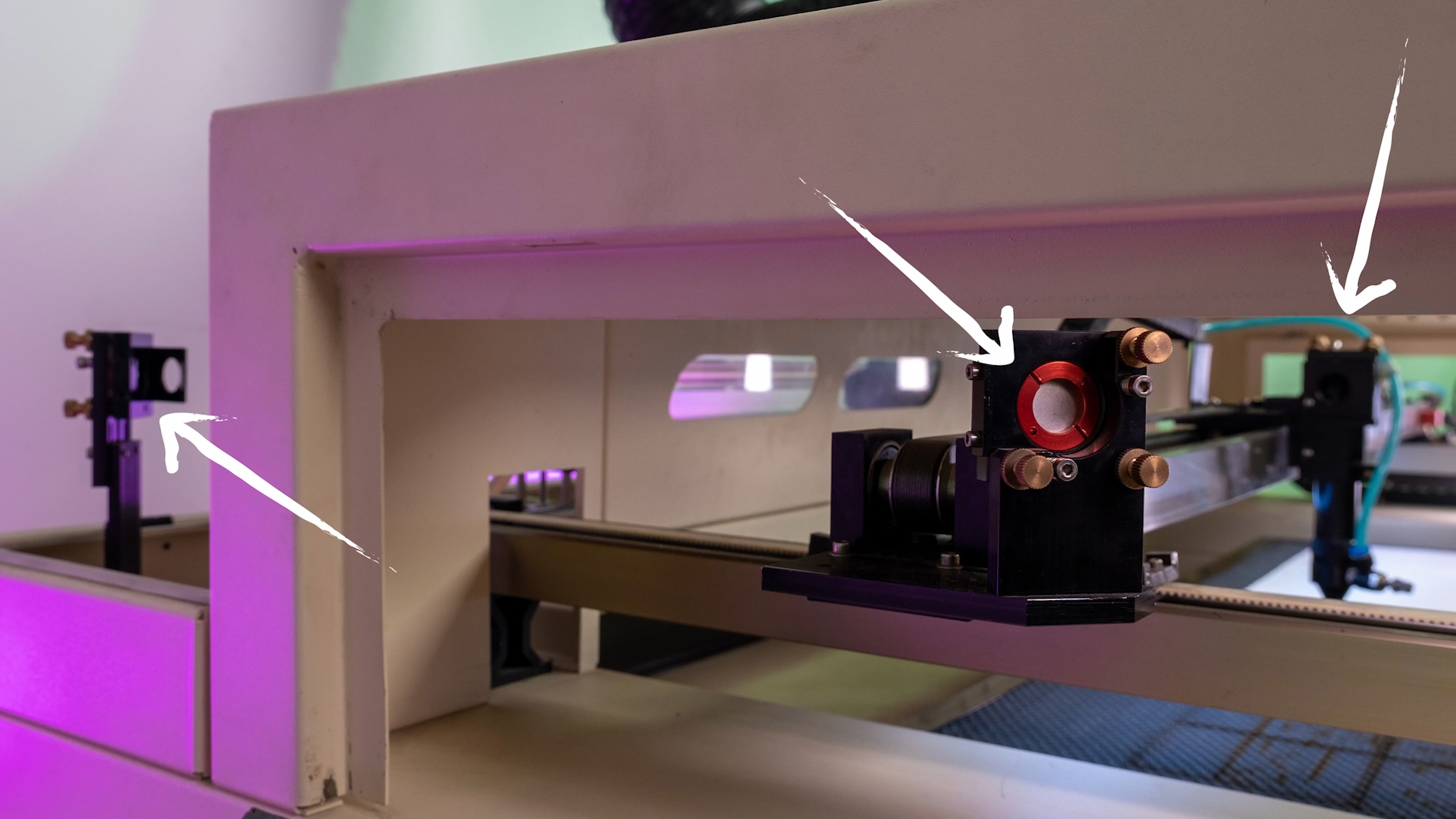
Когда лазерный луч отражается от каждого из них, часть мощности теряется. На молибденовых зеркалах таких потерь больше, чем на золотых.
Таким образом, можно дополнительно выиграть около 3-5% мощности, поставив кремниевые зеркала вместо молибденовых. Но опять же, не забывайте, что золотым зеркалам нужен более бережный уход!
О том, как чистить оптику CO2, чтобы не сделать хуже, мы рассказали в этом ролике 👇

Линзы лазерного станка
Теперь что касается линз – с их помощью можно повысить скорость работы станка и сделать гравировку более детализированной.
Тут работает следующая логика – чем тоньше луч на материале, тем больше плотность мощности. Соответственно, чем меньше фокусное расстояние линзы, тем у́же пятно луча.

Смотрите, если у вас в станке стоит лазерная головка под линзу с диаметром 20 мм, то по умолчанию вам подойдет только линза с фокусным расстоянием два дюйма – то есть 50,8 мм.
Но вы можете поставить в головку другое сопло для линз D20 F38.1 мм и с ним уже использовать оптику с фокусом полтора дюйма.


Или взять сопло для линз D18 F25.4 мм – оно под оптику с самым минимальным фокусным расстоянием.
Для замены кладем линзу прямо в сопло, вкручиваем его в головку и получаем самую маленькую точку луча на материале!
Главное, помните, что конкретно в это сопло под фокусное расстояние 1 дюйм (50,8 мм) ставятся линзы только с диаметром 18 мм.
Кстати, это же сопло можно использовать и для некоторых других лазерных головок, предназначенных для линз диаметром 12 и 18 мм.
Главное – не ошибиться с резьбой. Головок такого типа довольно много, и в некоторые из них сопло не вкрутится.
Помимо фокусного расстояние можно обратить внимание и на форму линзы – бывают плоско-выпуклые, а бывают выпукло-вогнутые. По фотографии увидеть разницу довольно проблематично, а вот на ощупь сделать это гораздо проще 😉
Почти все линзы на рынке плоско-выпуклые и, скорее всего, прямо сейчас в станке у вас стоит именно такая – одна сторона плоская, а другая немного выпуклая.

И если вы хотите уменьшить размер лазерного пятна даже без изменения фокусного расстояния, то поставьте в головку линзу, у которой одна сторона также выпуклая, а другая не плоская, а вогнутая.
Это менисковые линзы, которые собирают луч в более маленькую точку. В результате плотность мощности на материале будет выше, что теоретически позволит резать быстрее или гравировать более тонкими линиями.
И пока мы далеко не ушли от темы головок, то коротко расскажем о том, как улучшить простую лазерную голову вот такого типа 👉

Проблема заключается в том, что у этой штуки просто нет никакого отверстия или штуцера для подсоединения шланга подачи воздуха – а это, между прочим, и линия реза без нагара, и охлаждение линзы, и выдувание дыма из сопла для сохранения чистоты оптики.
Чтобы эту проблему решить, можно либо поменять всю головку, либо просто открутить сопло и поставить новое.


На таком синем сопле уже есть штуцер, к которому подключается шланг с воздухом. Отличное решение для маленьких станков!
Выбрать линзы
Среднефокусная линза из китайского сырья диаметром 18 мм

Фокусирующая линза ZnSe D18 F50,8 (2″) CN для лазерного станка
Среднефокусная линза из качественного американского сырья диаметром 18 мм
Фокусирующая линза ZnSe D18 F50,8 (2″) USA для лазерного станка
Среднефокусная линза Ronar Smith из премиального сырья диаметром 18 мм

Фокусирующая линза ZnSe D18 F50,8 (2″) RONAR SMITH для лазерного станка
Среднефокусная линза из китайского сырья диаметром 18 мм
Фокусирующая линза ZnSe D18 F63,5 (2,5″) CN для лазерного станка
Среднефокусная линза из качественного американского сырья диаметром 18 мм
Фокусирующая линза ZnSe D18 F63,5 (2,5″) USA для лазерного станка
Среднефокусная линза Ronar Smith из премиального сырья диаметром 18 мм
Фокусирующая линза ZnSe D18 F63,5 (2,5″) RONAR SMITH для лазерного станка
Среднефокусная линза из китайского сырья диаметром 20 мм

Фокусирующая линза ZnSe D20 F50,8 (2″) CN для лазерного станка
Среднефокусная линза из качественного американского сырья диаметром 20 мм
Фокусирующая линза ZnSe D20 F50,8 (2″) USA для лазерного станка
Среднефокусная менисковая линза II-IV из сырья экстра-класса диаметром 20 мм

Фокусирующая линза ZnSe D20 F50,8 (2″) II-VI для лазерного станка
Среднефокусная линза из китайского сырья диаметром 20 мм
Фокусирующая линза ZnSe D20 F63,5 (2,5″) CN для лазерного станка
Среднефокусная линза из качественного американского сырья диаметром 20 мм
Фокусирующая линза ZnSe D20 F63,5 (2,5″) USA для лазерного станка
Выбрать зеркала
Молибденовое зеркало наиболее устойчиво к механическим повреждениям, но забирает больше мощности при отражении лазерного луча

Зеркало D20 Молибден
Кремниевое зеркало отражает лазерный луч практически без потерь по мощности, но требует более регулярной и бережной чистки
Зеркало D20 Кремний, золото
Медное зеркало сочетает в себе высочайший коэффициент отражения лазерного луча и хорошую устойчивость к механическим повреждениям

Зеркало D20 Медь
Молибденовое зеркало наиболее устойчиво к механическим повреждениям, но забирает больше мощности при отражении лазерного луча

Зеркало D25 Молибден

Замена контроллера на более современный
Из очевидных улучшений – можно поменять контроллер, если у вас в станке стоит плата М2, М3 или старенький Leetro. Все потому, что на современных RuiDa или Trocen работать гораздо удобнее и приятнее.

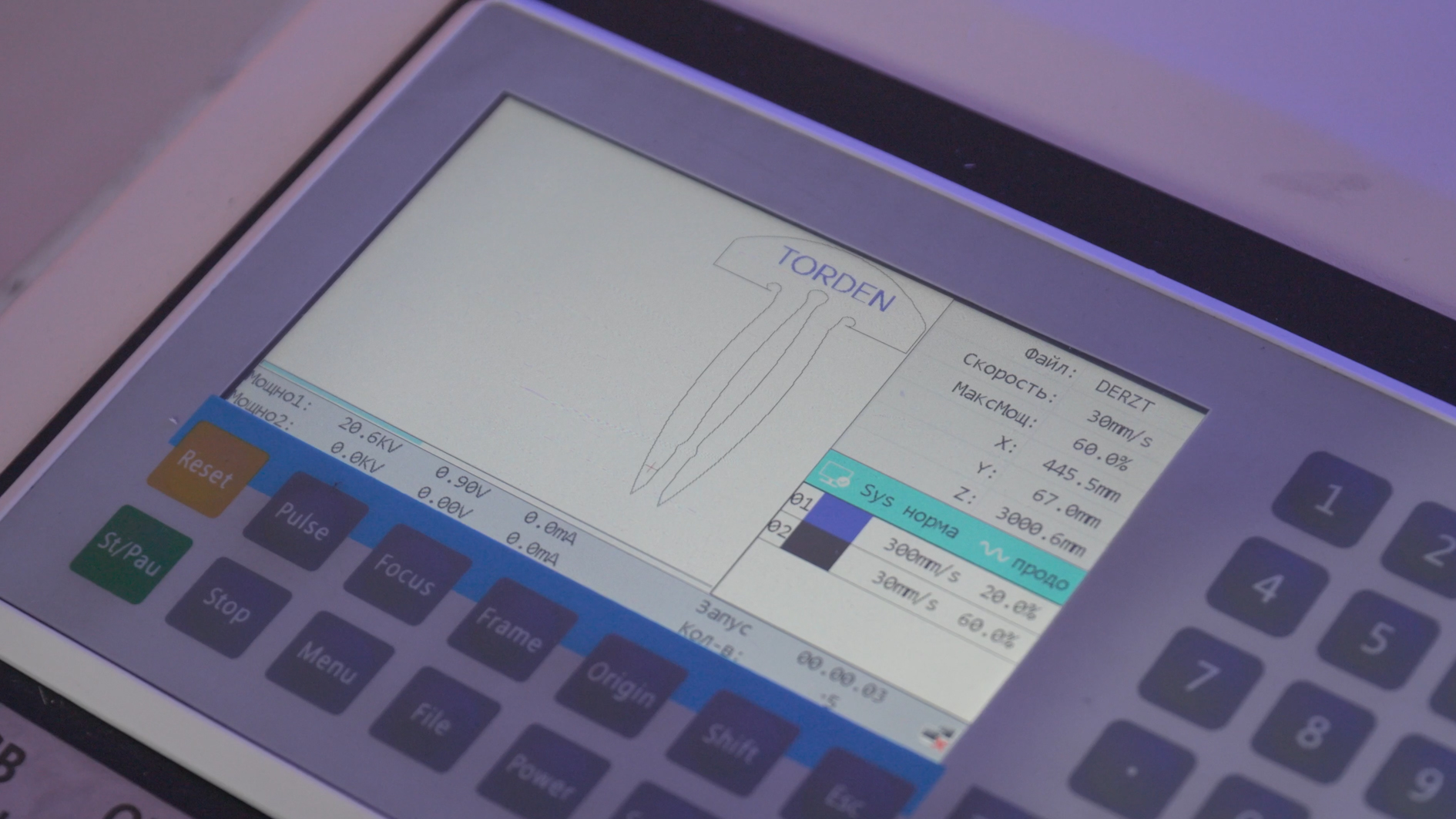
Такие контроллеры многозадачны и могут обрабатывать макеты, в которых несколько слоев. Кроме того, RuiDa и Trocen имеют информативный дисплей с отображением статуса работы в реальном времени.
Так что если ваш старенький станок вас во всем устраивает, у него своя отличная механика и проблема только в удобстве работы – хорошим вариантом станет замена контроллера на более современную модель.
Хотя это удовольствие может быть недешевым. У того же M2 шаговые двигатели управляются напрямую с материнской платы – это значит, что в станке для них нет отдельных драйверов.
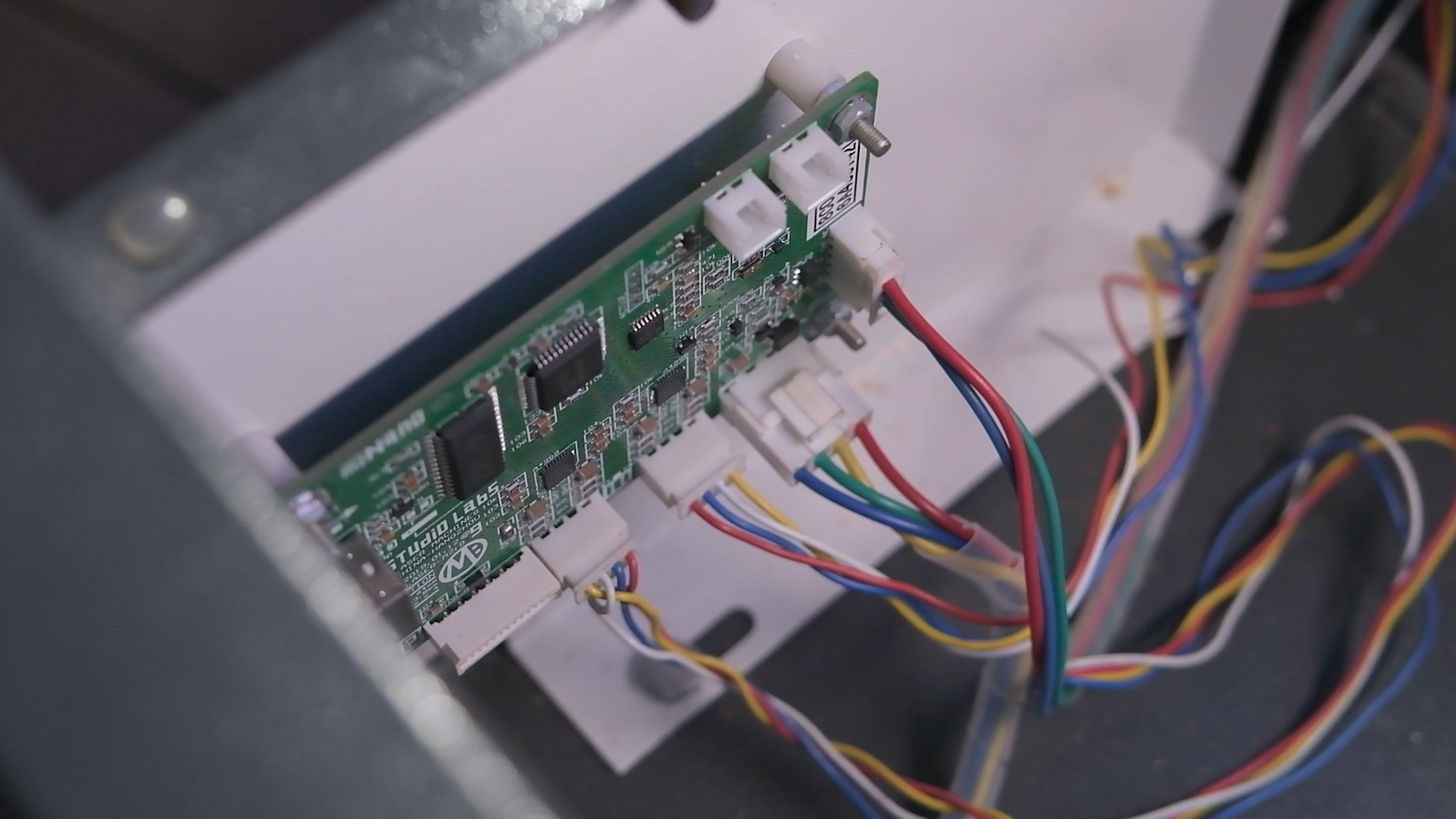
Поэтому, чтобы поменять М2 на RuiDa, нужно ещё докупить драйверы шаговых двигателей — специальные блоки для управления движками.
Выбрать контроллер для лазерного станка
Автономный контроллер 4х осей движения последней модели от производителя Ruida. Отличается большим дисплеем и удобством за счет добавления новых кнопок управления

Контроллер RuiDa RDC6445G (полный комплект)


Дополнительные возможности с контроллером RuiDa
С контроллером Ruida у пользователя появляются новые варианты апгрейда. К примеру, можно поставить клапан на то, чтобы вытяжка включалась только при запуске станка в работу и выключалась при завершении.

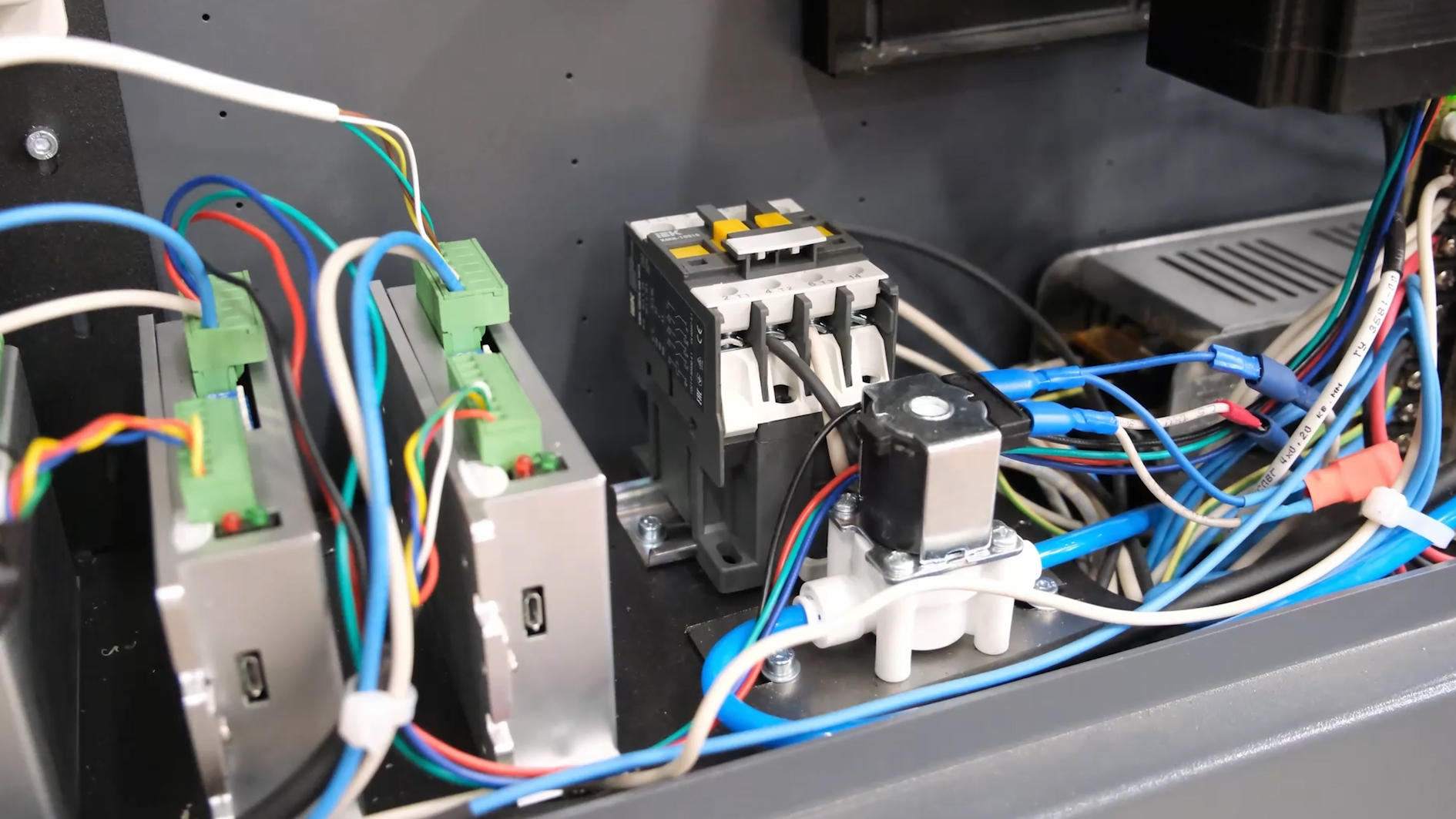
По такому же принципу работает клапан на автоматическое включение воздушного компрессора.


Но имейте в виду, что для такого апгрейда потребуется компрессор именно с ресивером – стандартные, типа Hailea, не будут работать в автоматическом режиме.
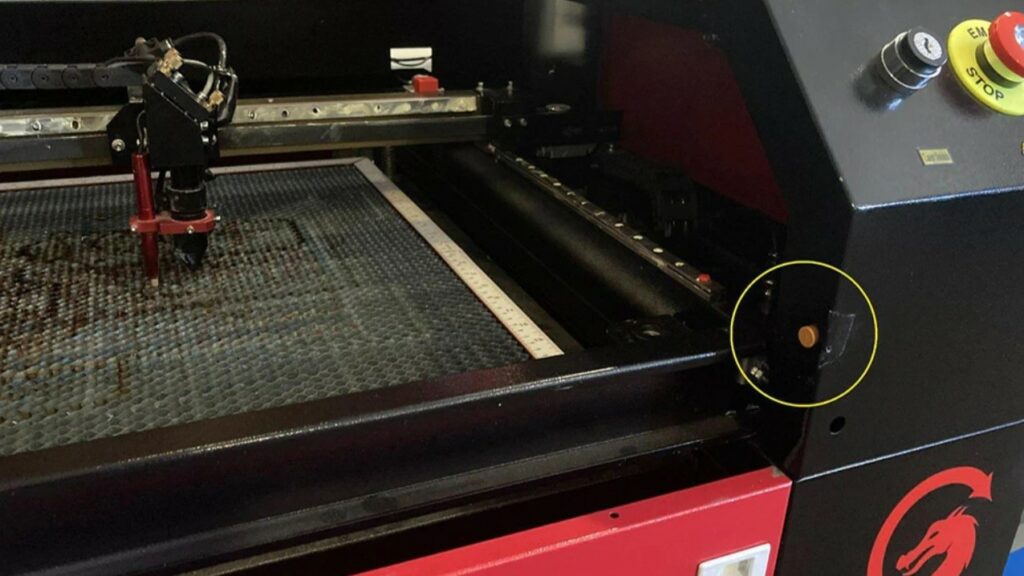
Еще можно поставить концевой датчик на открытие крышки. Станок будет автоматически ставиться на паузу, если крышка рабочей зоны открывается. Полезная штука, особенно если у вас работают наемные сотрудники, которые ещё не успели выучить правила техники безопасности.

Также есть возможность подключить к контроллеру RuiDa целый светофор. По соответствующему цвету можно будет определять статус – станок работает, на паузе или просто стоит.
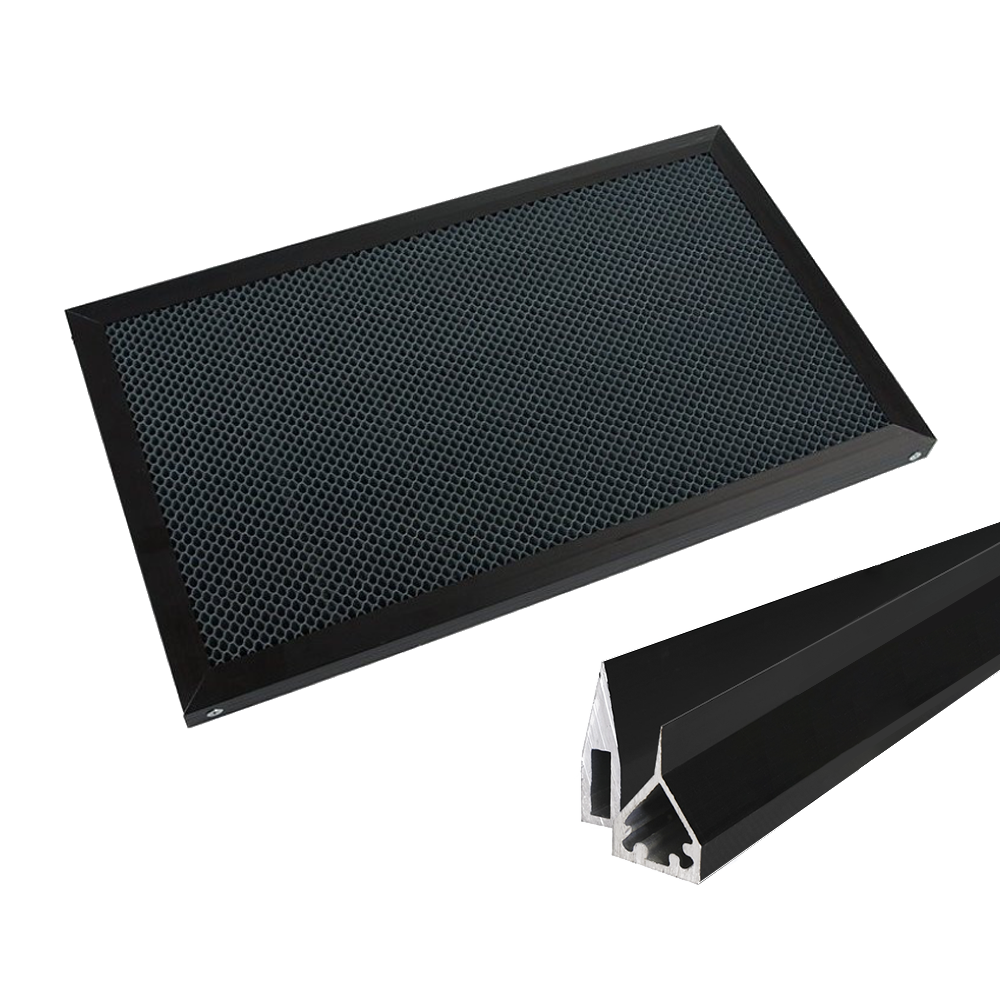
Выравнивание фанеры и фиксация заготовок
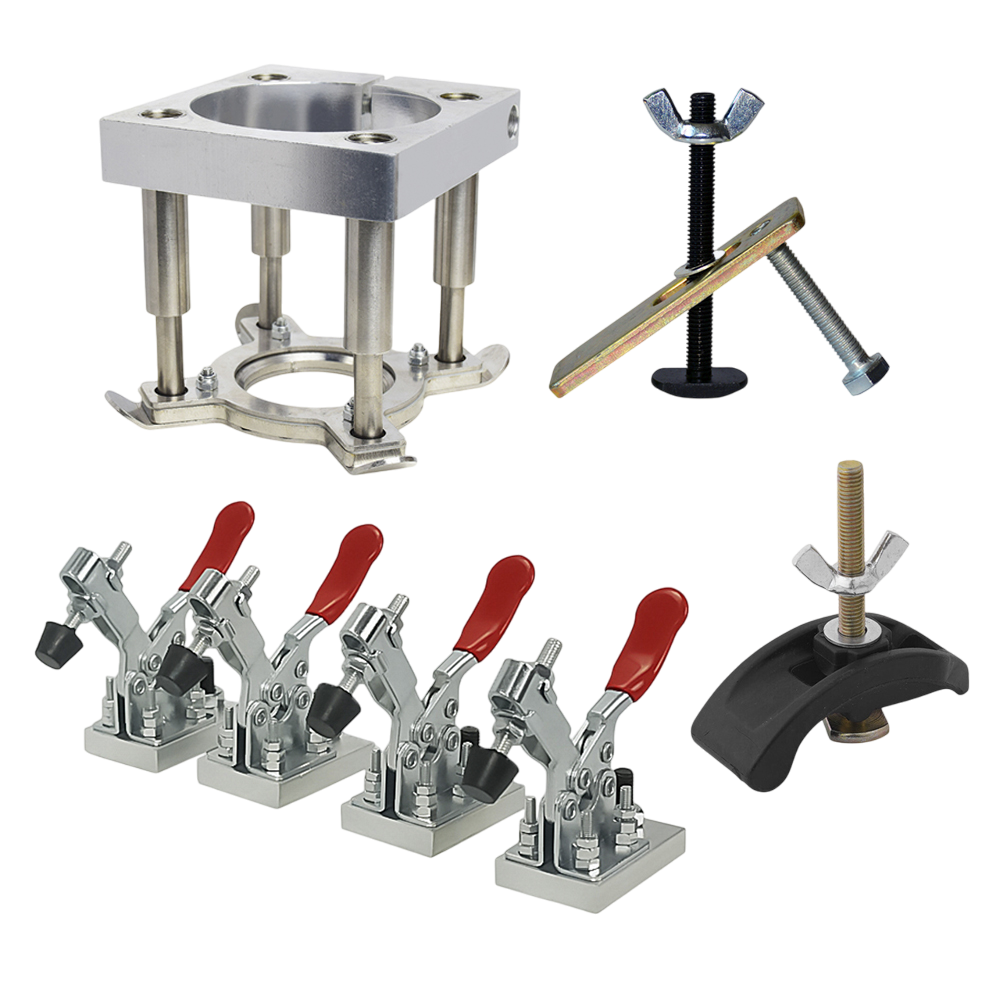
Вместе с заменой комплектующих можно ещё кое-что добавить для удобства работы. Речь о фиксаторах, которые прижимают фанеру к рабочей поверхности.

С их помощью заготовку можно надежно закрепить и даже немного выровнять. И чтобы больше не страдать от вечно кривых листов фанеры, скачивайте макеты по ссылкам ниже 👇
Прижимы для сотовых столов с ячейкой 9 мм ➡️ https://torden.ru/wp-content/uploads/2023/12/prizhim-k-sotovomu-stolu.zip
Прижимы для стандартных ламелей 8х30 мм ➡️ https://torden.ru/wp-content/uploads/2023/12/derzhateli-dlja-lamelej.zip

Вырезайте их из фанеры толщиной 3 или 4 мм и пользуйтесь на здоровье – прижимают отлично! Кстати, фиксаторы для сотового стола подойдут для прижима заготовки практически любой толщины – до 10 миллиметров.
А вот так выглядит установка фиксаторов для ламелей 👉

Заключение
В этой статье мы рассмотрели самые основные варианты апгрейдов – уверены, что какие-то из них подойдут и вашему лазерному CO2 станку! Помните, самый главный принцип – прежде, чем что-то улучшать, убедитесь, что не сделаете хуже!
Остались вопросы или нужна помощь с подбором оборудования? Заполните форму и мы свяжемся с вами в ближайшее время!
Комментарии